| Введен в действие Приказом Ростехрегулирования от 9 сентября 2008 г. N 196-ст МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ ПРОКАТ СОРТОВОЙ СТАЛЬНОЙ ГОРЯЧЕКАТАНЫЙ КВАДРАТНЫЙ СОРТАМЕНТ Square hot-rolled steel bars. Dimensions (EN 10059:2003, NEQ) ГОСТ 2591-2006 Группа В22 МКС 77.140.60 ОКП 09 3100 09 3200 09 3300 Предисловие Цели, основные принципы и основной
порядок проведения работ по межгосударственной стандартизации установлены ГОСТ
1.0-92 "Межгосударственная система стандартизации. Основные
положения" и ГОСТ 1.2-97 "Межгосударственная система стандартизации.
Стандарты межгосударственные, правила и рекомендации по межгосударственной
стандартизации. Порядок разработки, принятия, применения, обновления и
отмены". Сведения о
стандарте 1. Разработан Научно-исследовательским
институтом "УкрНИИМет" Украинского
государственного научно-технического центра "Энергосталь",
Межгосударственным техническим комитетом по стандартизации МТК 327 "Прокат
сортовой, фасонный и специальные профили". 2. Внесен
Федеральным агентством по техническому регулированию и метрологии. 3. Принят Межгосударственным советом по
стандартизации, метрологии и сертификации (Протокол N 30 от 7 декабря 2006 г.). За принятие стандарта проголосовали: ┌────────────────────┬───────────────────┬────────────────────────────────┐ │Краткое наименование│ Код страны по │ Сокращенное наименование │ │ страны по │ МК (ИСО 3166) │ национального органа │ │МК (ИСО 3166) 004-97│ 004-97 │ по стандартизации │ ├────────────────────┼───────────────────┼────────────────────────────────┤ │Азербайджан │ AZ │Азстандарт │ │Армения │ AM │Минторгэкономразвития │ │Беларусь │ BY │Госстандарт Республики Беларусь │ │Казахстан │ KZ │Госстандарт Республики Казахстан│ │Кыргызстан │ KG │Кыргызстандарт │ │Молдова │ MD │Молдова-Стандарт │ │Российская Федерация│ RU │Федеральное агентство │ │ │ │по техническому регулированию │ │ │ │и метрологии │ │Таджикистан │ TJ │Таджикстандарт │ │Узбекистан │ UZ │Узстандарт │ │Украина │ UA │Госпотребстандарт Украины │ └────────────────────┴───────────────────┴────────────────────────────────┘ 4. Настоящий стандарт соответствует
региональному стандарту ЕН 10059:2003 "Прокат сортовой стальной
горячекатаный квадратный общего назначения. Размеры и предельные отклонения по
форме и размерам" (EN 10059:2003 "Hot rolled square steel
bars for general purposes - Dimensions and tolerances on shape
and dimensions") в
части требований к сортаменту. Степень соответствия - неэквивалентный
(NEQ). 5. Приказом Федерального агентства по
техническому регулированию и метрологии от 9 сентября 2008 г. N 196-ст
межгосударственный стандарт ГОСТ 2591-2006 введен в действие в качестве
национального стандарта Российской Федерации с 1 июля 2009 г. 6. Взамен ГОСТ 2591-88. Информация о введении в действие
(прекращении действия) настоящего стандарта публикуется в указателе
"Национальные стандарты". Информация об изменениях к настоящему
стандарту публикуется в указателе "Национальные стандарты", а текст
изменений - в информационных указателях "Национальные стандарты". В
случае пересмотра или отмены настоящего стандарта соответствующая информация
будет опубликована в информационном указателе "Национальные
стандарты". 1. Область
применения Настоящий стандарт распространяется на
сортовой стальной горячекатаный прокат квадратного сечения (далее - прокат) с
размерами сторон от 6 до 200 мм включительно. Прокат размерами свыше 200 мм изготовляют
по согласованию изготовителя с потребителем (по согласованной спецификации). 2. Классификация.
Основные параметры и размеры 2.1. Прокат подразделяют: - по точности прокатки: повышенной - Б1,
Б2; обычной - В1,
В2, В3, В4, В5; - по длине: мерной - МД; мерной с немерной длиной - МД1 <1>; кратной мерной - КД; кратной мерной с немерной длиной - КД1 <1>; немерной - НД; ограниченной в пределах немерной - ОД; ограниченной с немерной длиной - ОД1 <1>; в мотках - НМД; - по предельным отклонениям по длине
проката мерной и кратной мерной длины по группам: БД и ВД; - по кривизне на классы: I, II, III, IV. -------------------------------- <1> При
поставке проката мерной с немерной длиной (МД1), кратной мерной с немерной
длиной (КД1) и ограниченной с немерной длиной (ОД1) допускается наличие проката
немерной длины в количестве не более 5% массы партии. 2.2. Номинальная сторона проката,
предельные отклонения по ней, площадь поперечного сечения и масса 1 м длины проката
должны соответствовать указанным на рисунке 1 и в таблице 1.
Рисунок 1 Таблица 1 ┌────────────┬─────────────────────────────────────┬───────────┬──────────┐ │Номинальная │ Предельное отклонение, мм, │ Площадь │Масса 1 м │ │ сторона │ при точности прокатки │поперечного│ длины │ │квадрата a, ├────────┬─────────┬────────┬─────────┤ сечения, │ проката, │ │ мм │ Б1 │ Б2 <1> │ В1 │ В2 <1> │ см2 │ кг │ ├────────────┼────────┼─────────┼────────┼─────────┼───────────┼──────────┤ │ 6,0 │ +0,1 │+/- 0,30 │ +0,3 │ +/- 0,4 │ 0,360 │ 0,283 │ ├────────────┤ -0,5 │ │ -0,5 │ ├───────────┼──────────┤ │ 7,0 │ │ │ │ │ 0,490 │ 0,385 │ ├────────────┤ │ │ │ ├───────────┼──────────┤ │ 8,0 │ │ │ │ │ 0,640 │ 0,502 │ ├────────────┤ │ │ │ ├───────────┼──────────┤ │ 9,0 │ │ │ │ │ 0,810 │ 0,636 │ ├────────────┤ │ │ │ ├───────────┼──────────┤ │ 10,0 │ │ │ │ │ 1,000 │ 0,785 │ ├────────────┤ │ │ │ ├───────────┼──────────┤ │ 11,0 │ │ │ │ │ 1,210 │ 0,950 │ ├────────────┤ │ │ │ ├───────────┼──────────┤ │ 12,0 │ │ │ │ │ 1,440 │ 1,130 │ ├────────────┤ │ │ │ ├───────────┼──────────┤ │ 13,0 │ │ │ │ │ 1,690 │ 1,327 │ ├────────────┤ │ │ │ ├───────────┼──────────┤ │ 14,0 │ │ │ │ │ 1,960 │ 1,539 │ ├────────────┤ │ │ ├─────────┼───────────┼──────────┤ │ 15,0 │ │ │ │ +/- 0,5 │ 2,250 │ 1,766 │ ├────────────┤ │ │ │ ├───────────┼──────────┤ │ 16,0 │ │ │ │ │ 2,560 │ 2,010 │ ├────────────┤ │ │ │ ├───────────┼──────────┤ │ 17,0 │ │ │ │ │ 2,890 │ 2,269 │ ├────────────┤ │ │ │ ├───────────┼──────────┤ │ 18,0 │ │ │ │ │ 3,240 │ 2,543 │ ├────────────┤ │ │ │ ├───────────┼──────────┤ │ 19,0 │ │ │ │ │ 3,610 │ 2,834 │ ├────────────┼────────┼─────────┼────────┤ ├───────────┼──────────┤ │ 20,0 │ +0,2 │+/- 0,35 │ +0,4 │ │ 4,000 │ 3,140 │ ├────────────┤ -0,5 │ │ -0,5 │ ├───────────┼──────────┤ │ 21,0 │ │ │ │ │ 4,410 │ 3,462 │ ├────────────┤ │ │ │ ├───────────┼──────────┤ │ 22,0 │ │ │ │ │ 4,840 │ 3,799 │ ├────────────┤ │ │ │ ├───────────┼──────────┤ │ 23,0 │ │ │ │ │ 5,290 │ 4,153 │ ├────────────┤ │ │ │ ├───────────┼──────────┤ │ 24,0 │ │ │ │ │ 5,760 │ 4,522 │ ├────────────┤ │ │ │ ├───────────┼──────────┤ │ 25,0 │ │ │ │ │ 6,250 │ 4,906 │ ├────────────┼────────┼─────────┼────────┼─────────┼───────────┼──────────┤ │ 26,0 │ +0,2 │+/- 0,45 │ +0,3 │ +/- 0,6 │ 6,760 │ 5,307 │ ├────────────┤ -0,7 │ │ -0,7 │ ├───────────┼──────────┤ │ 27,0 │ │ │ │ │ 7,290 │ 5,723 │ ├────────────┤ │ │ │ ├───────────┼──────────┤ │ 28,0 │ │ │ │ │ 7,840 │ 6,154 │ ├────────────┤ │ │ │ ├───────────┼──────────┤ │ 29,0 │ │ │ │ │ 8,410 │ 6,602 │ ├────────────┤ │ │ │ ├───────────┼──────────┤ │ 30,0 │ │ │ │ │ 9,000 │ 7,065 │ ├────────────┤ │ ├────────┤ ├───────────┼──────────┤ │ 32,0 │ │ │ +0,4 │ │ 10,240 │ 8,038 │ ├────────────┤ │ │ -0,7 │ ├───────────┼──────────┤ │ 34,0 │ │ │ │ │ 11,560 │ 9,075 │ ├────────────┤ │ │ │ ├───────────┼──────────┤ │ 35,0 │ │ │ │ │ 12,250 │ 9,616 │ ├────────────┤ │ │ ├─────────┼───────────┼──────────┤ │ 36,0 │ │ │ │ +/- 0,8 │ 12,960 │ 10,174 │ ├────────────┤ │ │ │ ├───────────┼──────────┤ │ 38,0 │ │ │ │ │ 14,440 │ 11,335 │ ├────────────┤ │ │ │ ├───────────┼──────────┤ │ 40,0 │ │ │ │ │ 16,000 │ 12,560 │ ├────────────┤ │ │ │ ├───────────┼──────────┤ │ 42,0 │ │ │ │ │ 17,640 │ 13,847 │ ├────────────┼────────┼─────────┼────────┤ ├───────────┼──────────┤ │ 45,0 │ +0,2 │+/- 0,60 │ +0,4 │ │ 20,250 │ 15,896 │ ├────────────┤ -1,0 │ │ -1,0 │ ├───────────┼──────────┤ │ 46,0 │ │ │ │ │ 21,160 │ 16,611 │ ├────────────┤ │ │ │ ├───────────┼──────────┤ │ 48,0 │ │ │ │ │ 23,040 │ 18,086 │ ├────────────┤ │ │ │ ├───────────┼──────────┤ │ 50,0 │ │ │ │ │ 25,000 │ 19,625 │ ├────────────┤ │ │ ├─────────┼───────────┼──────────┤ │ 52,0 │ │ │ │ +/- 1,0 │ 27,040 │ 21,226 │ ├────────────┤ │ │ │ ├───────────┼──────────┤ │ 55,0 │ │ │ │ │ 30,250 │ 23,746 │ ├────────────┤ │ │ │ ├───────────┼──────────┤ │ 58,0 │ │ │ │ │ 33,640 │ 26,407 │ ├────────────┼────────┼─────────┼────────┤ ├───────────┼──────────┤ │ 60,0 │ +0,3 │+/- 0,70 │ +0,5 │ │ 36,000 │ 28,260 │ ├────────────┤ -1,1 │ │ -1,1 │ ├───────────┼──────────┤ │ 63,0 │ │ │ │ │ 39,690 │ 31,157 │ ├────────────┤ │ │ │ ├───────────┼──────────┤ │ 65,0 │ │ │ │ │ 42,250 │ 33,166 │ ├────────────┤ │ │ │ ├───────────┼──────────┤ │ 70,0 │ │ │ │ │ 49,000 │ 38,465 │ ├────────────┤ │ │ │ ├───────────┼──────────┤ │ 75,0 │ │ │ │ │ 56,250 │ 44,156 │ ├────────────┼────────┼─────────┼────────┤ ├───────────┼──────────┤ │ 80,0 │ +0,3 │+/- 0,80 │ +0,5 │ │ 64,000 │ 50,240 │ ├────────────┤ -1,3 │ │ -1,3 │ ├───────────┼──────────┤ │ 85,0 │ │ │ │ │ 72,250 │ 56,716 │ ├────────────┤ │ │ │ ├───────────┼──────────┤ │ 90,0 │ │ │ │ │ 81,000 │ 63,585 │ ├────────────┤ │ │ ├─────────┼───────────┼──────────┤ │ 93,0 │ │ │ │ +/- 1,3 │ 86,490 │ 67,895 │ ├────────────┤ │ │ │ ├───────────┼──────────┤ │ 95,0 │ │ │ │ │ 90,250 │ 70,846 │ ├────────────┼────────┼─────────┼────────┤ ├───────────┼──────────┤ │ 100,0 │ +0,4 │+/- 1,05 │ +0,6 │ │ 100,000 │ 78,500 │ ├────────────┤ -1,7 │ │ -1,7 ├─────────┼───────────┼──────────┤ │ 105,0 │ │ │ │ +/- 1,5 │ 110,250 │ 86,546 │ ├────────────┤ │ │ │ ├───────────┼──────────┤ │ 110,0 │ │ │ │ │ 121,000 │ 94,985 │ ├────────────┤ │ │ │ ├───────────┼──────────┤ │ 115,0 │ │ │ │ │ 132,250 │ 103,816 │ ├────────────┼────────┼─────────┼────────┤ ├───────────┼──────────┤ │ 120,0 │ +0,6 │+/- 1,30 │ +0,8 │ │ 144,000 │ 113,040 │ ├────────────┤ -2,0 │ │ -2,0 ├─────────┼───────────┼──────────┤ │ 125,0 │ │ │ │ +/- 1,8 │ 156,250 │ 122,656 │ ├────────────┤ │ │ │ ├───────────┼──────────┤ │ 130,0 │ │ │ │ │ 169,000 │ 132,665 │ ├────────────┤ │ │ │ ├───────────┼──────────┤ │ 135,0 │ │ │ │ │ 182,250 │ 143,066 │ ├────────────┤ │ │ │ ├───────────┼──────────┤ │ 140,0 │ │ │ │ │ 196,000 │ 153,860 │ ├────────────┤ │ │ │ ├───────────┼──────────┤ │ 145,0 │ │ │ │ │ 210,250 │ 165,046 │ ├────────────┤ │ │ │ ├───────────┼──────────┤ │ 150,0 │ │ │ │ │ 225,000 │ 176,625 │ ├────────────┼────────┼─────────┼────────┼─────────┼───────────┼──────────┤ │ 160,0 │ - │ - │ +0,9 │ - │ 256,000 │ 200,960 │ ├────────────┤ │ │ -2,5 │ ├───────────┼──────────┤ │ 170,0 │ │ │ │ │ 289,000 │ 226,865 │ ├────────────┤ │ │ │ ├───────────┼──────────┤ │ 180,0 │ │ │ │ │ 324,000 │ 254,340 │ ├────────────┤ │ │ │ ├───────────┼──────────┤ │ 190,0 │ │ │ │ │ 361,000 │ 283,385 │ ├────────────┤ │ │ │ ├───────────┼──────────┤ │ 200,0 │ │ │ │ │ 400,000 │ 314,000 │ ├────────────┴────────┴─────────┴────────┴─────────┴───────────┴──────────┤ │ <1> По согласованию изготовителя с потребителем (по согласованной│ │спецификации). │ │ │ │ Примечания. 1. Площадь поперечного сечения и масса 1 м длины проката│ │вычислены по номинальным размерам. При вычислении массы 1 м длины проката│ │плотность стали принята равной 7,85 г/см3. Масса 1 м длины и площадь│ │поперечного сечения проката являются справочными величинами. │ │ 2. По согласованию изготовителя с потребителем (по согласованной│ │спецификации) прокат изготовляют промежуточных размеров с предельными│ │отклонениями по ближайшему меньшему размеру. │ └─────────────────────────────────────────────────────────────────────────┘ 2.2.1. Прокат с точностью прокатки В2 (таблица 1) допускается изготовлять с плюсовыми
предельными отклонениями, равными по величине сумме предельных отклонений по
стороне квадрата (В3). 2.3. По согласованию изготовителя с
потребителем (по согласованной спецификации) прокат изготовляют с плюсовыми
предельными отклонениями (В4), указанными в таблице 2. Таблица 2 В миллиметрах ┌───────────────────────────────┬─────────────────────────────────────────┐ │ Номинальная сторона квадрата a│ Предельное отклонение, не более │ ├───────────────────────────────┼─────────────────────────────────────────┤ │От 6 до 9 включ. │ +0,5 │ │Св. 9 " 19 " │ +0,6 │ │ " 19 " 25 " │ +0,8 │ │ " 25 " 30 " │ +0,9 │ │ " 30 " 200 " │Суммы предельных отклонений для проката │ │ │точности В1 - в соответствии с таблицей 1│ └───────────────────────────────┴─────────────────────────────────────────┘ 2.4. По согласованию изготовителя с
потребителем (по согласованной спецификации) прокат (В5) изготовляют в
соответствии с таблицей 3. Таблица 3 В миллиметрах ┌────────────────────────────────┬────────────────────────────────────────┐ │ Номинальная сторона квадрата a │ Диагональ │ ├────────────────────────────────┼────────────────────────────────────────┤ │ 75,0 +/- 0,8 │ 93,0 +/- 1,1 │ │ 85,0 +/- 1,0 │ 97,0 +/- 1,1 │ │ 85,0 +/- 1,0 │ 102,0 +/- 1,1 │ │ 105,0 +/- 1,4 │ 121,0 +/- 2,0 │ │ 115,0 +/- 1,4 │ 136,0 +/- 2,0 │ │ 120,0 +/- 1,4 │ 141,0 +/- 2,0 │ │ 127,0 +/- 1,7 │ 166,0 +/- 2,4 │ │ 154,0 +/- 2,0 │ 182,0 +/- 3,0 │ │ 180,0 +/- 2,5 │ 204,0 +/- 3,5 │ │ 200,0 +/- 5,0 │ 230,0 +/- 7,0 │ └────────────────────────────────┴────────────────────────────────────────┘ 2.5. Прокат изготовляют в прутках. По
согласованию изготовителя с потребителем (по согласованной спецификации) прокат
со стороной квадрата до 42 мм включительно изготовляют в мотках. 2.6. Прокат изготовляют длиной: от 2 до 12 м включительно - из углеродистой
обыкновенного качества и низколегированной стали; от 2 до 6 м включительно - из
качественной углеродистой и легированной стали; от 1 до 6 м включительно - из
высоколегированной стали. По согласованию изготовителя с
потребителем (по согласованной спецификации) прокат изготовляют немерной длиной
в пределах от 3 до 13 м включительно, при этом 10% прутков от массы партии
могут иметь меньшую длину, но не менее 75% минимальной длины. 2.7. Предельные отклонения на
изготовляемую длину проката мерной или кратной мерной длины не должны превышать
значений, указанных в таблице 4. Таблица 4
2.8. Притупление углов проката не должно
превышать значений, указанных в таблице 5. Таблица 5 В миллиметрах ┌──────────────────────────────────────┬──────────────────────────────────┐ │ Номинальная сторона квадрата a │ Притупление углов, не более │ ├──────────────────────────────────────┼──────────────────────────────────┤ │До 12 включ. │ 0,6 │ ├──────────────────────────────────────┼──────────────────────────────────┤ │Св. 12 до 20 включ. │ 1,0 │ ├──────────────────────────────────────┼──────────────────────────────────┤ │Св. 20 до 30 включ. │ 1,5 │ ├──────────────────────────────────────┼──────────────────────────────────┤ │Св. 30 до 50 включ. │ 2,5 │ ├──────────────────────────────────────┼──────────────────────────────────┤ │Св. 50 до 100 включ. │ Не более 0,15 стороны квадрата │ ├──────────────────────────────────────┤ │ │Св. 100 до 200 включ. │ │ └──────────────────────────────────────┴──────────────────────────────────┘ 2.8.1. По согласованию изготовителя с
потребителем (по согласованной спецификации) притупление углов проката со
стороной квадрата свыше 50 мм до 100 мм включительно не должно превышать 3,0 мм,
свыше 100 мм до 200 мм включительно - 4,0 мм. 2.8.2. Для проката со стороной квадрата
до 50 мм включительно из легированной и высоколегированной стали притупление
углов проката не должно превышать 0,15 стороны квадрата. 2.9. Кривизна проката не должна превышать
значений, указанных в таблице 6. Таблица 6 ┌─────────────────────┬───────────────────────────────────────────────────┐ │ Номинальная сторона │ Кривизна, % длины, не более, для классов │ │ квадрата a, мм ├────────────┬────────────┬────────────┬────────────┤ │ │ I <1> │ II │ III │ IV │ ├─────────────────────┼────────────┼────────────┼────────────┼────────────┤ │До 25 включ. │ 0,2 │ 0,50 │Не регламен-│Не регламен-│ │ │ │ │тирована │тирована │ ├─────────────────────┤ ├────────────┼────────────┼────────────┤ │Св. 25 до 80 включ. │ │ 0,40 │ 0,4 │ 0,5 │ ├─────────────────────┤ ├────────────┤ │ │ │ " 80 " 200 " │ │ 0,25 │ │ │ ├─────────────────────┴────────────┴────────────┴────────────┴────────────┤ │ <1> По требованию потребителя (по согласованной спецификации). │ └─────────────────────────────────────────────────────────────────────────┘ 2.10. Форму поперечного сечения проката
определяют двумя способами: разностью диагоналей или отклонением от прямого
угла. Способ контроля выбирает изготовитель и указывает в документе о качестве. 2.10.1. Разность диагоналей в одном
сечении не должна превышать удвоенной суммы предельных отклонений по стороне
квадрата до 20 мм включительно, свыше 20 мм - суммы предельных отклонений по
стороне квадрата. По согласованию изготовителя с
потребителем (по согласованной спецификации) разность диагоналей не должна
превышать 70% суммы предельных отклонений по стороне квадрата точности прокатки
Б1 до 35 мм включительно, точности прокатки В1 - до 60
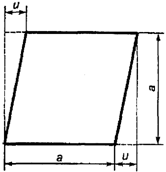
мм включительно. 2.10.2. Отклонение от прямого угла (u)
(рисунок 2) для проката со стороной квадрата от 40 до 200 мм включительно не
должно превышать значений, указанных в таблице 7.
Рисунок 2 Таблица 7 В миллиметрах ┌───────────────────────────────┬─────────────────────────────────────────┐ │Номинальная сторона квадрата a │ Допустимое отклонение от прямого угла u │ ├───────────────────────────────┼─────────────────────────────────────────┤ │От 40 до 50 включ. │ 1,50 │ │Св. 50 " 75 " │ 2,25 │ │ " 75 " 100 " │ 3,00 │ │ " 100 " 200 " │ 4,50 │ └───────────────────────────────┴─────────────────────────────────────────┘ 2.11. Скручивание прутка проката не
должно превышать требований, указанных в таблице 8. Таблица 8
2.12. Кривизну проката измеряют на
участке длиной не менее 1 м на расстоянии не менее 100 мм от конца прутка. 2.13. Стороны проката, притупление углов,
разность диагоналей или отклонение от прямого угла измеряют на расстоянии не
менее 100 мм от конца прутка и не менее 1,5 м от конца мотка при массе мотка до
250 кг и на расстоянии не менее 3,0 м при массе мотка свыше 250 кг. 2.13.1. По согласованию изготовителя с
потребителем (по согласованной спецификации) стороны проката, притупление углов
и разность диагоналей или отклонение от прямого угла и кривизну проката
измеряют на расстоянии не менее 150 мм от конца прутка. |
||||||||||||||||||||||||||||||||||||||||||