| Утвержден и введен в действие Приказом Ростехрегулирования от 10 декабря 2009 г. N 690-ст НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ МЕХАНИЧЕСКИЕ СВОЙСТВА КРЕПЕЖНЫХ ИЗДЕЛИЙ ИЗ КОРРОЗИОННО-СТОЙКОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ ЧАСТЬ 2 ГАЙКИ ISO 3506-2:1997 Mechanical
properties of corrosion-resistant stainless steel fasteners - Part 2: Nuts (IDT) ГОСТ Р ИСО 3506-2-2009 Группа Г33 ОКС 21.060.20 ОКП 16 8000 Дата введения 1 января 2011 года Предисловие Цели и принципы стандартизации в
Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. N
184-ФЗ "О техническом регулировании", а правила применения
национальных стандартов Российской Федерации - ГОСТ Р
1.0-2004 "Стандартизация в Российской Федерации. Основные положения". Сведения о
стандарте 1. Подготовлен Федеральным
государственным унитарным предприятием "Всероссийский
научно-исследовательский институт стандартизации и сертификации в
машиностроении" (ФГУП "ВНИИНМАШ") на основе собственного
аутентичного перевода на русский язык стандарта, указанного в пункте 4. 2. Внесен
Техническим комитетом по стандартизации ТК 229 "Крепежные изделия". 3. Утвержден и введен в действие Приказом
Федерального агентства по техническому регулированию и метрологии от 10 декабря
2009 г. N 690-ст. 4. Настоящий стандарт идентичен
международному стандарту ИСО 3506-2:1997 "Механические свойства крепежных
изделий из коррозионно-стойкой нержавеющей стали.
Часть 2. Гайки" (ISO 3506-2:1997 "Mechanical
properties of corrosion-resistant stainless steel fasteners - Part 2: Nuts"). При применении настоящего стандарта
рекомендуется использовать вместо ссылочных международных стандартов
соответствующие им национальные стандарты Российской Федерации и
межгосударственные стандарты, сведения о которых приведены в дополнительном
Приложении ДА. 5. Введен впервые. Информация об изменениях к настоящему
стандарту публикуется в ежегодно издаваемом информационном указателе
"Национальные стандарты", а текст изменений и поправок - в ежемесячно
издаваемых информационных указателях "Национальные стандарты". В
случае пересмотра (замены) или отмены настоящего стандарта соответствующее
уведомление будет опубликовано в ежемесячно издаваемом информационном указателе
"Национальные стандарты". Соответствующая информация, уведомление и
тексты размещаются также в информационной системе общего пользования - на
официальном сайте Федерального агентства по техническому регулированию и
метрологии в сети Интернет. 1. Область
применения Настоящий стандарт устанавливает
механические свойства гаек, изготовленных из аустенитных,
мартенситных и ферритных марок коррозионно-стойких
нержавеющих сталей, при испытании в условиях с температурой окружающей среды от
15 °C до 25 °C. Механические свойства изменяются при повышении или понижении
температуры. Стандарт распространяется на гайки: - с номинальным диаметром резьбы d до 39
мм включительно; - с треугольной метрической резьбой, с
диаметром d и шагом по ИСО 68-1, ИСО 261 и ИСО 262; - любой конструкции; - с размерами под ключ по ИСО 272; - с номинальной высотой не менее чем
0,5d. Настоящий стандарт не распространяется на
гайки со специальными свойствами, такими как: - стопорящая способность; - свариваемость. Настоящий стандарт не устанавливает требования
к коррозионной стойкости или стойкости к окислению в особых условиях окружающей
среды. Настоящий стандарт устанавливает
классификацию по классам прочности крепежных изделий из коррозионно-стойкой
нержавеющей стали. Некоторые из этих сталей допускается применять при низких
температурах до минус 200 °C,
другие - при высоких температурах среды до 800 °C. Информация о влиянии температуры на
механические свойства приведена в Приложении D. Коррозионная стойкость, окисляемость и
механические свойства при повышенных и пониженных температурах должны быть
согласованы между изготовителем и потребителем в каждом конкретном случае.
Изменение риска межкристаллитной коррозии при повышении температуры в
зависимости от содержания углерода показано в Приложении E. Все крепежные изделия из аустенитных нержавеющих сталей при нормальных условиях -
немагнитные, после холодного деформирования могут проявиться магнитные свойства
(см. Приложение F). 2. Нормативные
ссылки Следующие ниже нормативные документы
содержат положения, которые посредством ссылок в данном тексте составляют
положения настоящего стандарта. Для нормативных документов с указанием даты
публикации, на которые имеются ссылки, не распространяется действие последующих
изменений или пересмотров этих документов. ИСО 68-1. Резьбы ИСО винтовые общего
назначения. Основной профиль. Часть 1. Метрические винтовые резьбы (ISO 68-1, ISO general purpose screw threads
- Basic profile - Part 1: Metric screw threads) ИСО 261. Резьбы метрические ИСО общего
назначения. Общий вид (ISO 261, ISO general purpose metric screw threads - General plan) ИСО 262. Резьбы ИСО метрические общего
назначения. Выбранные размеры для винтов, болтов и гаек (ISO 262, ISO general
purpose metric screw threads - Selected size for screws, bolts and nuts) ИСО 272:1982. Изделия крепежные шестигранные. Размеры под ключ (Fasteners - Hexagon products - Widths across flats) ИСО 898-2:1992. Механические свойства
крепежных изделий. Часть 2. Гайки с установленными значениями пробной нагрузки.
Крупная резьба (ISO 898-2:1992, Mechanical
properties of fasteners - Part 2: Nuts with specified proof load values -
Coarse thread) ИСО 898-6:1994. Механические свойства
крепежных изделий. Часть 6. Гайки с установленными значениями пробной нагрузки.
Мелкая резьба (ISO 898-6:1994, Mechanical
properties of fasteners - Part 6: Nuts with specified proof load values - Fine
pitch thread) ИСО 3651-1. Стали нержавеющие.
Определение стойкости к межкристаллитной коррозии. Часть 1. Аустенитные
и ферритно-аустенитные (дуплекс) нержавеющие стали. Коррозионное испытание в азотной кислоте посредством измерения
потери массы (метод Хью) (ISO
3651-1, Determination of resistance to intergranular
corrosion stainless steels - Part 1: Austenitic and ferritic-austenitic
(duplex) stainless steels - Corrosion test in nitric acid medium by measurement
of loss in mass (Huey test) ИСО 3651-2. Стали нержавеющие.
Определение стойкости к межкристаллитной коррозии. Часть 2. Ферритные, аустенитные и ферритно-аустенитные
(дуплекс) нержавеющие стали. Коррозионное испытание в среде,
содержащей серную кислоту (ISO 365-2, Determination of resistance intergranular
corrosion stainless steels - Part 2: Ferritic, austenitic and ferritic-austenitic (duplex) stainless steels - Corrosion test in media containing
sulfuric acid) ИСО 6506:1981. Материалы металлические.
Испытание на твердость. Определение твердости по Бринеллю (ISO 6506:1981, Metallic materials - Hardness
test - Brinell test) ИСО 6507-1:1997. Материалы металлические.
Испытание на твердость по Виккерсу. Часть 1. Метод испытаний (ISO 6507-1:1997, Metallic materials -
Hardness test - Vickers test - Part 1: Test method) ИСО 6508:1986. Материалы металлические.
Испытание на твердость. Определение твердости по Роквеллу (шкалы A, B, C, D, E, F, G, H, K) (ISO 6508:1986, Metallic materials -
Hardness test - Rockwell test (scales A-B-C-D-E-F-G-H-K)). 3. Обозначения,
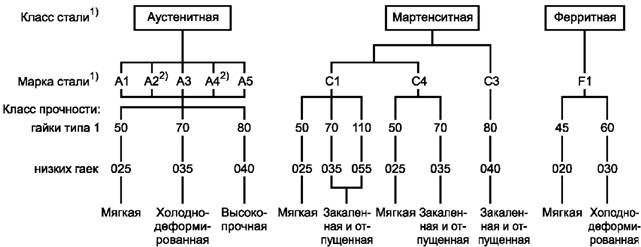
маркировка и обработка 3.1. Обозначения Система обозначений марок нержавеющей
стали и классов прочности гаек приведена на рисунке 1. Обозначение материала
состоит из двух частей, разделенных дефисом. Первая часть обозначает марку
стали, вторая часть - класс прочности.
-------------------------------- <1> Классы стали,
классифицированные по рисунку 1, описаны в Приложении A и определены химическим
составом по таблице 2. <2> Нержавеющие стали с содержанием
углерода не более 0,03% могут быть дополнительно промаркированы буквой L. Пример - A4L-80. Рисунок 1. Система обозначений марок нержавеющей стали и классов прочности гаек Обозначение марки стали (первая часть)
состоит из буквы: A - аустенитная
сталь; C - мартенситная сталь; F - ферритная сталь, которая обозначает класс стали, и цифры,
которая обозначает диапазон предельных значений химического состава этого
класса стали. Обозначение класса
прочности (вторая часть) состоит из двух цифр для гаек с высотой Примечание. Определение типа 1 для гаек -
по ИСО 898-2:1992, Приложение A. Примеры обозначения: 1 - аустенитной
нержавеющей стали, холоднодеформированной, с напряжением от пробной нагрузки
(гайки типа 1) не менее 700 Н/мм2 (700 МПа) - A2-70; 2 - мартенситной стали, закаленной и
отпущенной с напряжением от пробной нагрузки (гайки типа 1) не менее 70 Н/мм2 (700 МПа) - C4-70; 3 - аустенитной
стали, холоднодеформированной, с напряжением от пробной нагрузки (низкие гайки)
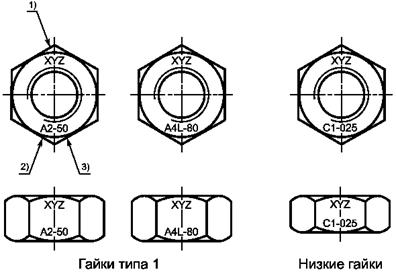
не менее 350 Н/мм2 (350 МПа) - A2-035. 3.2. Маркировка Крепежные изделия, удовлетворяющие всем
требованиям настоящего стандарта, маркируют и (или) обозначают в соответствии с
3.1. 3.2.1. Гайки Маркировка обязательна на гайках с
номинальными диаметрами резьбы
-------------------------------- <1> Знак изготовителя. <2> Марка стали. <3> Класс прочности. Маркировка с обозначением материала и товарного знака изготовителя
Вариант маркировки в виде бороздок (только для марок сталей A2 и A4) Примечание. Маркировка левой резьбы - по
ИСО 898-2. Рисунок 2. Маркировка гаек Если маркировку выполняют в виде бороздок
(см. рисунок 2) и класс прочности не указывают, то подразумевают класс
прочности 50 или 025. 3.2.2. Упаковка На всех упаковках любых размеров должна
быть маркировка с указанием обозначения изделия и товарного знака изготовителя. 3.3. Завершающая
обработка Если не указано иное, крепежные изделия в
соответствии с настоящим стандартом поставляют без дополнительной обработки.
Для достижения максимальной коррозионной стойкости рекомендуется пассивация. 4. Химический
состав Химический состав нержавеющих сталей для
крепежных изделий согласно настоящему стандарту приведен в таблице 1. Таблица 1 Марки нержавеющей стали. Химический состав
Выбор химического состава в установленных
для марки стали пределах - на усмотрение изготовителя, если химический состав
не согласован между изготовителем и потребителем. В случаях возникновения риска
межкристаллитной коррозии рекомендуется проведение испытаний по ИСО 3651-1 или
ИСО 3651-2. В таких случаях рекомендуется применять стабилизированные
нержавеющие стали A3 и A5 или нержавеющие стали A2 и A4 с содержанием углерода
не более 0,03%. 5. Механические
свойства Механические свойства гаек должны
соответствовать указанным в таблице 2 или 3. Таблица 2 Механические свойства гаек из аустенитных
сталей ┌──────┬──────┬───────────────────────────────┬─────────┬───────────────────────────────┐ │Класс │Марка │ Класс прочности │ Ряд │Напряжения от пробной нагрузки │ │стали │ │ │диаметров│ S , Н/мм2, не менее │ │ │ │ │резьбы d,│ p │ │ │ ├────────────┬──────────────────┤ мм ├────────────┬──────────────────┤ │ │ │Гайки типа 1│ Низкие гайки │ │Гайки типа 1│ Низкие гайки │ │ │ │(m >= 0,8d) │(0,5d <= m < 0,8d)│ │(m >= 0,8d) │(0,5d <= m < 0,8d)│ ├──────┼──────┼────────────┼──────────────────┼─────────┼────────────┼──────────────────┤ │Аусте-│ A1 │ 50 │ 025 │ <= 39 │ 500 │ 250 │ │нитные├──────┼────────────┼──────────────────┼─────────┼────────────┼──────────────────┤ │ │A2, A3│ 70 │ 035 │<= 24 <1>│ 700 │ 350 │ │ ├──────┼────────────┼──────────────────┼─────────┼────────────┼──────────────────┤ │ │A4, A5│ 80 │ 040 │<= 24 <1>│ 800 │ 400 │ ├──────┴──────┴────────────┴──────────────────┴─────────┴────────────┴──────────────────┤ │ <1> Для крепежных изделий с номинальным диаметром резьбы d более 24 мм │ │механические свойства согласовываются между потребителем и изготовителем, │ │а обозначения марки и класса прочности - в соответствии с данной таблицей. │ └───────────────────────────────────────────────────────────────────────────────────────┘ Таблица 3 Механические свойства гаек из
мартенситных и ферритных сталей ┌───────┬─────┬──────────────────────────────┬───────────────────────────────┬───────────────────────────┐ │ Класс │Марка│ Класс прочности │ Напряжения от пробной │ Твердость │ │ стали │ │ │ нагрузки S , Н/мм2, │ │ │ │ │ │ p │ │ │ │ │ │ не менее │ │ │ │ ├────────────┬─────────────────┼────────────┬──────────────────┼─────────┬───────┬─────────┤ │ │ │Гайки типа 1│ Низкие гайки │Гайки типа 1│ Низкие гайки │ HB │ HRC │ HV │ │ │ │(m >= 0,8d) │(0,5 <= m < 0,8d)│(m >= 0,8d) │(0,5d <= m < 0,8d)│ │ │ │ ├───────┼─────┼────────────┼─────────────────┼────────────┼──────────────────┼─────────┼───────┼─────────┤ │Мартен-│ C1 │ 50 │ 025 │ 500 │ 250 │147 - 209│ - │155 - 220│ │ситные │ ├────────────┼─────────────────┼────────────┼──────────────────┼─────────┼───────┼─────────┤ │ │ │ 70 │ - │ 700 │ - │209 - 314│20 - 34│220 - 330│ │ │ ├────────────┼─────────────────┼────────────┼──────────────────┼─────────┼───────┼─────────┤ │ │ │ 110 │ 055 <1> │ 1100 │ 550 │ - │36 - 15│350 - 140│ │ │ │ <1> │ │ │ │ │ │ │ │ ├─────┼────────────┼─────────────────┼────────────┼──────────────────┼─────────┼───────┼─────────┤ │ │ C3 │ 80 │ 040 │ 800 │ 400 │228 - 323│21 - 35│240 - 340│ │ ├─────┼────────────┼─────────────────┼────────────┼──────────────────┼─────────┼───────┼─────────┤ │ │ C4 │ 50 │ - │ 500 │ - │147 - 209│ - │155 - 220│ │ │ ├────────────┼─────────────────┼────────────┼──────────────────┼─────────┼───────┼─────────┤ │ │ │ 70 │ 035 │ 700 │ 350 │209 - 314│20 - 34│220 - 330│ ├───────┼─────┼────────────┼─────────────────┼────────────┼──────────────────┼─────────┼───────┼─────────┤ │Феррит-│ F1 │ 45 │ 020 │ 450 │ 200 │128 - 209│ - │135 - 220│ │ные │ <2> ├────────────┼─────────────────┼────────────┼──────────────────┼─────────┼───────┼─────────┤ │ │ │ 60 │ 030 │ 600 │ 300 │171 - 271│ - │180 - 285│ ├───────┴─────┴────────────┴─────────────────┴────────────┴──────────────────┴─────────┴───────┴─────────┤ │ <1> Закалка и отпуск при минимальной температуре отпуска - 275 °C. │ │ <2> Номинальное диаметр резьбы d - не более 24 мм. │ └────────────────────────────────────────────────────────────────────────────────────────────────────────┘ Для определения механических свойств,
установленных в данном разделе, следует применять следующие методы испытаний: - определение твердости в соответствии с
6.1 (только для марок C1, C3 и C4, закаленных и отпущенных); - испытание пробной нагрузкой в
соответствии с 6.2. 6. Методы испытаний 6.1. Испытание на
твердость HB, HRC или HV Испытание на твердость проводят по ИСО
6506 (HB), ИСО 6508 (HRC) или ИСО 6507-1 (HV). В спорных случаях решающим
условием для приемки является испытание на твердость по Виккерсу
(HV). Методы испытаний - по ИСО 898-2 и ИСО
898-6. Значения твердости должны быть в
пределах, указанных в таблице 3. 6.2. Пробная
нагрузка Методика испытания гаек пробной нагрузкой
и критерии оценки - по ИСО 898-2 и ИСО 898-6. Приложение A (справочное) ОПИСАНИЕ КЛАССОВ И МАРОК НЕРЖАВЕЮЩИХ СТАЛЕЙ A.1. Общее описание В ИСО 3506-1, ИСО 3506-2, ИСО 3506-3
описаны стали марок от A1 до A5, от C1 до C4 и F1, входящие в состав следующих
классов сталей: аустенитная сталь от A1 до A5; мартенситная сталь от C1 до C4; ферритная сталь F1. В данном Приложении описаны характеристики
перечисленных марок и классов сталей. Также в данном Приложении приведена
информация о нестандартизированном классе сталей FA,
имеющем ферритно-аустенитную структуру. A.2. Стали класса A (с аустенитной структурой) В ИСО 3506-1, ИСО 3506-2, ИСО 3506-3 описаны
пять основных марок аустенитных сталей - от A1 до A5.
Стали этих марок не могут подвергаться закалке, и они обычно немагнитные. Для
повышения износостойкости в стали марок от A1 до A5 может быть добавлена медь,
как указано в таблице 1. Для нестабилизированных сталей марок A2 и
A4 применимо следующее. Так как оксид хрома повышает коррозионную
стойкость стали, для нестабилизированных сталей имеет большое значение низкое
содержание углерода. Из-за высокой
притягиваемости хрома и углерода вместо оксида хрома
получается карбид хрома, особенно при повышенных температурах (см. Приложение
E). Для стабилизированных сталей марок A3 и
A5 применимо следующее. Элементы Ti, Nb или Ta воздействуют на углерод
и позволяют оксиду хрома проявить свои свойства в полной мере. Для применения в открытом море или
похожих условиях требуются стали с содержанием примерно 20% хрома и никеля и от
4,5% до 6,5% - молибдена. В случае высокой вероятности коррозии
должны быть проведены консультации с экспертами. A.2.1. Стали марки A1 Стали марки A1 разработаны для применения
в машиностроении. Из-за высокого содержания серы стали этой марки менее коррозионно-стойкие, чем другие марки сталей этой группы. A.2.2. Стали марки A2 Стали марки A2 являются наиболее часто
применяемыми нержавеющими сталями. Они применяются для кухонного оборудования и
аппаратов для химической промышленности. Стали этой марки неприменимы при
использовании неокисляющей кислоты и хлоросодержащих
соединений, как, например, в морской воде и плавательных бассейнах. A.2.3. Стали марки A3 Стали марки A3 являются
стабилизированными нержавеющими сталями со свойствами сталей марки A2. A.2.4. Стали марки A4 Стали марки A4 кислотоустойчивые,
легированы молибденом, более коррозионно-стойкие.
Стали марки A4 наиболее востребованы в бумажной промышленности, так как эта
марка разработана для работы с серной кислотой (поэтому данному сорту присвоено
название "кислотоустойчивые"), а также в некоторой степени подходят
для работы в хлоросодержащей среде. Стали марки A4
также часто применяют в пищевой и кораблестроительной промышленности. A.2.5. Стали марки A5 Стали марки A5 являются
стабилизированными, кислотоустойчивыми сталями со свойствами сталей марки A4. A.3. Стали класса F (с ферритной
структурой) В ИСО 3506-1, ИСО-2, ИСО-3 описана одна
марка ферритных сталей (F1). Стали этого класса обычно не допускается
подвергать закалке и не следует подвергать закалке в тех случаях, когда она
возможна. Стали марки F1 - магнитные. A.3.1. Стали марки F1 Стали марки F1 обычно используют для
несложного оборудования, за исключением суперферритов,
имеющих очень низкое содержание углерода и азота.
Такие стали могут заменять стали марок A2 и A3 и использоваться в среде с
высоким содержанием хлора. A.4. Стали класса C (с мартенситной
структурой) В ИСО 3506-1, ИСО 3506-2, ИСО 3506-3
описаны мартенситные стали марок C1, C3 и C4. Стали этого класса могут
закаливаться до очень высокой прочности. Стали этого класса - магнитные. A.4.1. Стали марки C1 Стали марки C1 имеют ограниченную
коррозионную стойкость. Они применяются в турбинах, насосах и для ножей. A.4.2. Стали марки C3 Стали марки C3 имеют ограниченную
коррозионную стойкость, хотя и лучшую, чем стали марки C1. Они применяются в
насосах и клапанах. A.4.3. Стали марки C4 Стали марки C4 имеют ограниченную
коррозионную стойкость. Они применяются в машиностроении, в остальном они схожи
со сталями марки C1. A.5. Стали класса FA (с ферритно-аустенитной структурой) Стали класса FA не описаны в ИСО 3506 и в
настоящем стандарте, но, весьма вероятно, будут описаны в будущем. Стали этого класса называют дуплексными
сталями. Первые стали класса FA имели некоторые недоработки, которые были
устранены в сталях, разработанных в последнее время. Стали класса FA лучше, чем
стали марок A4 и A5, особенно по прочностным характеристикам. Стали класса FA
также имеют повышенное сопротивление точечной и изломной
коррозии. Примеры химического состава сталей этого
класса приведены в таблице A.1. Таблица A.1 Химический состав ферритно-аустенитных
сталей
Приложение B (справочное) ХИМИЧЕСКИЙ СОСТАВ НЕРЖАВЕЮЩИХ СТАЛЕЙ (ВЫДЕРЖКИ ИЗ ИСО 683-13:1986) Таблица B.1 ┌────┬──────────────────────────────────────────────────────────────────────────────────────────────────────────────────────────┬───────┐ │Тип │
Химический состав, % <1>
│Обозна-│ │ста-├───────────┬───┬───┬─────┬────────────┬───────────┬──┬───────────┬────────────┬────────┬───────────┬───┬───────────────┬──┤чение │ │ли │ C
│Si │Mn │ P │ S
│ N │Al│ Cr │
Mo │
Nb <3> │ Ni │Se,│ Ti │Cu│марки │ │<2> │ │ │
│ │ │ │ │ │ │ │ │не │ │ │крепеж-│ │ │ ├───┴───┴─────┤ │ │ │ │ │ │ │ме-│ │ │ных │ │ │ │ не более
│ │ │ │ │ │ │ │нее│ │ │изделий│ │ │ │ │ │ │ │ │ │ │ │ │ │ │<4> │ ├────┴───────────┴─────────────┴────────────┴───────────┴──┴───────────┴────────────┴────────┴───────────┴───┴───────────────┴──┴───────┤ │
Ферритные стали
│ ├────┬───────────┬───┬───┬─────┬────────────┬───────────┬──┬───────────┬────────────┬────────┬───────────┬───┬───────────────┬──┬───────┤ │ 8 │ <= 0,08
│1,0│1,0│0,040│
<= 0,030 │ -
│- │16,0 - 18,0│
- │ - │ <= 1,0
│ - │ - │- │ F1 │ │ 8b │
<= 0,07 │1,0│1,0│0,040│ <= 0,030
│ - │- │16,0 - 18,0│ -
│ - │
<= 1,0 │ - │7 x %
C <= 1,10│ │ F1 │ ├────┼───────────┼───┼───┼─────┼────────────┼───────────┼──┼───────────┼────────────┼────────┼───────────┼───┼───────────────┼──┼───────┤ │ 9c │
<= 0,08 │1,0│1,0│0,040│ <= 0,030
│ - │- │16,0 - 18,0│0,90 -
1,30 │ - │
<= 1,0 │ - │ -
│- │ F1 │ ├────┼───────────┼───┼───┼─────┼────────────┼───────────┼──┼───────────┼────────────┼────────┼───────────┼───┼───────────────┼──┼───────┤ │ F1 │ <= 0,025 │1,0│1,0│0,040│ <= 0,030
│ <= 0,025 │- │17,0
- 19,0│1,75 - 2,50 │ - <6>
│ <= 0,60 │ - │ - <6> │- │ F1 │ │ │ <5>
│ │ │
│ │ <5>
│ │ │ │ │ │
│ │ │
│ ├────┴───────────┴───┴───┴─────┴────────────┴───────────┴──┴───────────┴────────────┴────────┴───────────┴───┴───────────────┴──┴───────┤ │
Мартенситные стали │ ├────┬───────────┬───┬───┬─────┬────────────┬───────────┬──┬───────────┬────────────┬────────┬───────────┬───┬───────────────┬──┬───────┤ │ 3 │0,09
- 0,15│1,0│1,0│0,040│
<= 0,030 │ -
│- │11,5 - 13,5│
- │ - │ <= 1,0
│ - │ - │- │ C1 │ │ 7 │0,08
- 0,15│1,0│1,5│0,060│0,15 - 0,35 │ -
│- │12,0 - 14,0│<= 0,60 <7> │ - │ <= 1,0
│ - │ - │- │ C4 │ │ 4 │0,16
- 0,25│1,0│1,0│0,040│
<= 0,030 │ -
│- │12,0 - 14,0│
- │ - │ <= 1,0
│ - │ - │- │ C1 │ │ 9a │0,10 - 0,17│1,0│1,5│0,060│0,15
- 0,35 │ - │- │16,5 - 17,5│<=
0,60 <7> │ - │
<= 1,0 │ - │ -
│- │ C3 │ │ 9b │0,14 - 0,23│1,0│1,0│0,040│ <= 0,030
│ - │- │15,0 - 17,5│ -
│ - │ 1,5 - 2,5 │ - │ -
│- │ C3 │ │ 5 │0,26
- 0,35│1,0│1,0│0,040│
<= 0,030 │ -
│- │12,0 - 14,0│
- │ - │ <= 1,0
│ - │ - │- │ C1 │ ├────┴───────────┴───┴───┴─────┴────────────┴───────────┴──┴───────────┴────────────┴────────┴───────────┴───┴───────────────┴──┴───────┤ │
Аустенитные стали │ ├────┬───────────┬───┬───┬─────┬────────────┬───────────┬──┬───────────┬────────────┬────────┬───────────┬───┬───────────────┬──┬───────┤ │ 10 │
<= 0,03 │1,0│2,0│0,045│ <= 0,030
│ - │- │17,0 - 19,0│ -
│ - │9,0 - 12,0 │ - │ -
│- │A2 <8> │ │ 11 │
<= 0,07 │1,0│2,0│0,045│ <= 0,030
│ - │- │17,0 - 19,0│ -
│ - │8,0 - 11,0 │ - │ -
│- │ A2 │ │ 15 │
<= 0,08 │1,0│2,0│0,045│ <= 0,030
│ - │- │17,0 - 19,0│ -
│ - │9,0 - 12,0 │ - │5 x % C
<= 0,80│- │A3 <9> │ │ 16 │
<= 0,08 │1,0│2,0│0,045│ <= 0,030
│ - │- │17,0 - 19,0│ -
│ - │9,0 - 12,0 │ - │ -
│- │A3 <9> │ │ 17 │
<= 0,12 │1,0│2,0│0,060│0,15
- 0,35 │ - │-
│17,0 - 19,0│ -
<10> │10 x % C│8,0 -
10,0 │ - │ - │- │ A1 │ │ │ │ │
│ │ │ │ │ │ │ <= 1,0 │<11> │
│ │ │
│ ├────┼───────────┼───┼───┼─────┼────────────┼───────────┼──┼───────────┼────────────┼────────┼───────────┼───┼───────────────┼──┼───────┤ │ 13 │
<= 0,10 │1,0│2,0│0,045│ <= 0,030
│ - │- │17,0 - 19,0│ -
│ - │11,0 - 13,0│ - │ -
│- │ A2 │ ├────┼───────────┼───┼───┼─────┼────────────┼───────────┼──┼───────────┼────────────┼────────┼───────────┼───┼───────────────┼──┼───────┤ │ 19 │
<= 0,03 │1,0│2,0│0,045│ <= 0,030
│ - │- │16,5 - 18,5│ 2,0 -
2,5 │ - │11,0
- 14,0│ - │ - │- │ A4 │ │ 20 │
<= 0,07 │1,0│2,0│0,045│ <= 0,030
│ - │- │16,5 - 18,5│ 2,0 -
2,5 │ - │10,5
- 13,5│ - │ - │
│ A4 │ │ 21 │
<= 0,08 │1,0│2,0│0,045│ <= 0,030
│ - │- │16,5 - 18,5│ 2,0 -
2,5 │ - │11,0
- 14,0│ - │5 x % C <= 0,80│ │A5 <9> │ │ 23 │
<= 0,08 │1,0│2,0│0,045│ <= 0,030
│ - │- │16,5 - 18,5│ 2,0 -
2,5 │10 x % C│11,0 - 14,0│
- │ - │
│A5 <9> │ │ │ │ │
│ │ │ │ │ │ │ <= 1,0 │ │ │ │ │
│ │19a │ <= 0,030 │1,0│2,0│0,045│ <= 0,030
│ - │- │16,5 - 18,5│ 2,5 -
3,0 │ - │11,5
- 14,5│ - │ - │- │ A4 │ │20a │
<= 0,07 │1,0│2,0│0,045│ <= 0,030
│ │- │16,5
- 18,5│ 2,5 - 3,0 │ - │11,0
- 14,0│ - │ - │- │ A4 │ ├────┼───────────┼───┼───┼─────┼────────────┼───────────┼──┼───────────┼────────────┼────────┼───────────┼───┼───────────────┼──┼───────┤ │10N │ <= 0,030 │1,0│2,0│0,045│ <= 0,030
│0,12 - 0,22│- │17,0 - 19,0│ -
│ - │8,5 - 11,5 │ - │ -
│- │ A2 │ │19N │ <= 0,030 │1,0│2,0│0,045│ <= 0,030
│0,12 - 0,22│- │16,5 - 18,5│ 2,0 - 2,5 │
- │10,5 - 13,5│ - │ -
│- │A4 <8> │ │19aN│ <= 0,030 │1,0│2,0│0,045│ <= 0,030
│0,12 - 0,22│- │16,5 - 18,5│ 2,5 - 3,0 │
- │11,5 - 14,5│ - │ -
│- │A4 <8> │ ├────┴───────────┴───┴───┴─────┴────────────┴───────────┴──┴───────────┴────────────┴────────┴───────────┴───┴───────────────┴──┴───────┤ │
<1> Элементы, не указанные в данной таблице, не должны добавляться
в
│ │сталь
без соглашения между
изготовителем и потребителем стали,
│ │за исключением элементов, предназначенных для
завершения плавления. Должны
│ │быть
приняты все необходимые меры предосторожности, чтобы
предотвратить
│ │попадание
в сталь из отходов и материалов, используемых при производстве,
│ │элементов,
которые могут повлиять на
прочность, механические свойства и │ │применяемость стали.
│ │
<2> Номера типов временные
и будут пересмотрены
при издании
│ │соответствующего стандарта.
│ │
<3> Тантал обозначен как ниобий.
│ │ <4> Не по ИСО 683-13.
│ │
<5> (C + N) не более 0,040%.
│ │
<6> 8 x (C + N) <= (Nb + Ti) <= 0,80%.
│ │ <7> По согласованию при оформлении заказа сталь допускается
поставлять
│ │с содержанием Mo 0,20%
- 0,60%. │ │
<8> Высокая стойкость к межкристаллитной коррозии.
│ │
<9> Стабилизированные стали. │ │
<10> Изготовитель может добавить молибден до 0,70%.
│ │
<11> Максимальное содержание никеля в полуфабрикатах для изготовления
│ │бесшовных труб может быть увеличено на
0,5%.
│ └───────────────────────────────────────────────────────────────────────────────────────────────────────────────────────────────────────┘ Приложение C (справочное) НЕРЖАВЕЮЩИЕ СТАЛИ ДЛЯ ХОЛОДНОЙ ВЫСАДКИ И
ШТАМПОВКИ (ВЫДЕРЖКИ ИЗ ИСО 4954:1993) Таблица C.1 ┌────────────────────────────────────┬─────────────────────────────────────────────────────────────────────────────────────────┬───────┐ │ Тип
стали (обозначение) <1> │ Химический
состав <2>, % │Обозна-│ ├───┬──────────────────────┬─────────┼───────────┬────┬────┬─────┬─────┬───────────┬───────────┬───────────┬───────────────────┤чение │ │Но-│
Наименование
│ По ИСО │ C
│ Si │ Mn
│ P │
S │ Cr │
Mo │ Ni │
Прочие │марки │ │мер│ │4954:1979│ ├────┴────┴─────┴─────┤ │ │ │ │крепеж-│ │ │ │ │ │ не более │ │ │ │ │ных │ │ │ │ │ │ │ │ │ │ │изделий│ │ │ │ │ │ │ │ │ │ │<3> │ ├───┼──────────────────────┼─────────┼───────────┼────┬────┬─────┬─────┼───────────┼───────────┼───────────┼───────────────────┼───────┤ │ │ Ферритные стали │ │ │ │
│ │ │ │ │ │ │ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │ │71 │X 3 Cr 17
E │ - │ <= 0,04
│1,00│1,00│0,040│0,030│16,0 - 18,0│ │ <= 1,0
│ │ F1 │ │72 │X 6 Cr 17
E │ D 1 │ <= 0,08
│1,00│1,00│0,040│0,030│16,0 - 18,0│ │ <= 1,0
│ │ F1 │ │73 │X 6 CrMo 17
1 E │
D 2 │ <= 0,08
│1,00│1,00│0,040│0,030│16,0 - 18,0│0,90
- 1,30│ <= 1,0 │ │ F1 │ │74 │X 6 CrTi 12
E │ - │ <= 0,08
│1,00│1,00│0,040│0,030│10,5 - 12,5│ │ <= 0,50
│Ti: 6 x % C <= 1,0 │ F1 │ │75 │X 6 CrNb 12
E │ - │ <= 0,08
│1,00│1,00│0,040│0,030│10,5 - 12,5│ │ <= 0,50
│Nb: 6 x % C <= 1,0 │ F1 │ ├───┼──────────────────────┼─────────┼───────────┼────┼────┼─────┼─────┼───────────┼───────────┼───────────┼───────────────────┼───────┤ │ │ Мартенситные стали │ │ │ │
│ │ │ │ │ │ │ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │ │76 │X 12 Cr 13
E │ D 10 │0,90
- 0,15│1,00│1,00│0,040│0,030│11,5 - 13,5│ │ <= 1,0
│ │ C1 │ │77 │X 19 CrNi 16
2 E │ D 12 │0,14
- 0,23│1,00│1,00│0,040│0,030│15,0 - 17,5│ │ 1,5 - 2,5 │ │ C3 │ ├───┼──────────────────────┼─────────┼───────────┼────┼────┼─────┼─────┼───────────┼───────────┼───────────┼───────────────────┼───────┤ │ │ Аустенитные
стали │ │ │ │
│ │ │ │ │ │ │ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │ │78 │X 2 CrNi 18
10 E │ D 20 │ <= 0,030 │1,00│2,00│0,045│0,030│17,0
- 19,0│ │9,0 - 12,0
│ │A2
<4> │ │79 │X 5 CrNi 18
9 E │ D 21 │ <= 0,07
│1,00│2,00│0,045│0,030│17,0 - 19,0│ │8,0 - 11,0 │ │ A2 │ │80 │X 10 CrNi 18
9 E │ D 22 │ <= 0,12
│1,00│2,00│0,045│0,030│17,0 - 19,0│ │8,0 - 10,0 │ │ A2 │ │81 │X 5 CrNi 18
12 E │ D 23 │ <= 0,07
│1,00│2,00│0,045│0,030│17,0 - 19,0│ │11,0 - 13,0│ │ A2 │ │82 │X 6 CrNi 18
16 E │ D 25 │ <= 0,08
│1,00│2,00│0,045│0,030│15,0 - 17,0│ │17,0 - 19,0│ │ A2 │ │83 │X 6 CrNiTi
18 10 E │ D 26 │ <= 0,08
│1,00│2,00│0,045│0,030│17,0 - 19,0│ │9,0 - 12,0 │Ti: 5 x % C <= 0,80│ A3 │ │84 │X 5 CrNiMo
17 12 2 E │ D 29 │ <= 0,07
│1,00│2,00│0,045│0,030│16,5 - 18,5│
2,0 - 2,5 │10,5 - 13,5│ │ A4 │ │85 │X 6 CrNiMoTi
17 12 2 E│ D 30 │
<= 0,08 │1,00│2,00│0,045│0,030│16,5
- 18,5│ 2,0 - 2,5 │11,0 - 14,0│Ti: 5 x % C <= 0,80│ A5 │ │86 │X 2 CrNiMo
17 13 3 E │ - │ <= 0,03
│1,00│2,00│0,045│0,030│16,5 - 18,5│
2,5 - 3,0 │11,5 - 14,5│ │A4 <4> │ │87 │X 2 CrNiMoN
17 13 3 E │ - │
<= 0,03 │1,00│2,00│0,045│0,030│16,5
- 18,5│ 2,5 - 3,0 │11,5 - 14,5│ N: 0,12 - 0,22 │A4 <4> │ │88 │X 3 CrNiCu
18 9 3 E │ D 32 │ <= 0,04
│1,00│2,00│0,045│0,030│17,0 - 19,0│ │8,5 - 10,5 │ Cu: 3,00 - 4,00 │ A2 │ ├───┴──────────────────────┴─────────┴───────────┴────┴────┴─────┴─────┴───────────┴───────────┴───────────┴───────────────────┴───────┤ │ <1> В первой графе приведены последовательные номера. Во
второй графе
│ │приведены
обозначения в соответствии с
системой, предложенной
│ │Международным
техническим комитетом ИСО/ТК 17/ПК 2. В третьей графе
│ │приведены устаревшие номера по ИСО 4954:1979
(пересмотрен в 1993 г.).
│ │
<2> Элементы, не указанные в данной таблице, не должны добавляться
в
│ │сталь
без соглашения между
изготовителем и потребителем
стали, за
│ │исключением
элементов, предназначенных для завершения плавления. Должны
│ │быть
приняты все необходимые меры предосторожности, чтобы
предотвратить
│ │попадание
в сталь из отходов и материалов, используемых при производстве,
│ │элементов,
которые могут повлиять на прочность, механические свойства
и
│ │применяемость стали.
│ │ <3> Не по ИСО 4954.
│ │ <4> Очень высокое сопротивление межкристаллитной
коррозии. │ └──────────────────────────────────────────────────────────────────────────────────────────────────────────────────────────────────────┘ Приложение D (справочное) МЕХАНИЧЕСКИЕ СВОЙСТВА ПРИ ПОВЫШЕННЫХ
ТЕМПЕРАТУРАХ, ПРИМЕНЕНИЕ ПРИ НИЗКИХ ТЕМПЕРАТУРАХ Примечание. Если болты, винты и шпильки
правильно рассчитаны, то сопряженные гайки будут автоматически им
соответствовать. Следовательно, в случае применения при повышенных или низких
температурах достаточно учитывать только механические свойства болтов, винтов и
шпилек. D.1. Снижение предела текучести или
условного предела текучести при повышенных температурах Значения, указанные в данном Приложении,
только справочные. Потребители должны понимать, что фактически химическая
среда, нагружение установленных крепежных изделий и
окружающая среда могут значительно отличаться. Если нагрузки непостоянны и
период действия повышенных температур значительный или высока возможность коррозионных
напряжений, то потребитель должен консультироваться с изготовителем. Значения предела текучести Таблица D.1 Влияние температуры на ┌───────────┬────────────────────────────────────────────────────┐ │Марка стали│ R и R , %, при температуре │ │ │ eL p0,2 │ │ ├────────────┬─────────────┬────────────┬────────────┤ │ │ 100 °C │ 200 °C │ 300 °C │ 400 °C │ ├───────────┼────────────┼─────────────┼────────────┼────────────┤ │ A2A4 │ 85 │ 80 │ 75 │ 70 │ ├───────────┼────────────┼─────────────┼────────────┼────────────┤ │ C1 │ 95 │ 90 │ 80 │ 65 │ ├───────────┼────────────┼─────────────┼────────────┼────────────┤ │ C3 │ 90 │ 85 │ 80 │ 60 │ ├───────────┴────────────┴─────────────┴────────────┴────────────┤ │ Примечание. Значения применимы только для классов прочности│ │70 и 80. │ └────────────────────────────────────────────────────────────────┘ D.2. Применение при низких температурах Применение болтов, винтов и шпилек из
нержавеющих сталей при низких температурах, см. таблицу D.2. Таблица D.2 Применение болтов, винтов и шпилек из нержавеющих
сталей при низких температурах (только аустенитные стали)
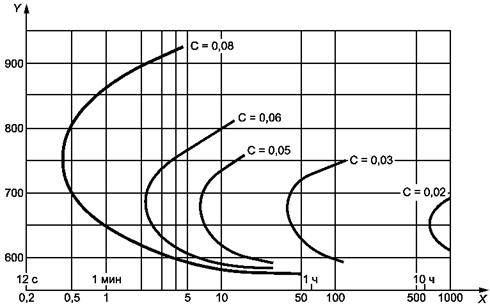
Приложение E (справочное) ТЕМПЕРАТУРНО-ВРЕМЕННАЯ ДИАГРАММА МЕЖКРИСТАЛЛИТНОЙ
КОРРОЗИИ В АУСТЕНИТНОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ МАРКИ A2 На рисунке E.1 показано приблизительное
время появления риска межкристаллитной коррозии для аустенитной
нержавеющей стали марки A2 (стали 18/8) с различным содержанием углерода при
температуре от 550 °C до 925 °C.
Рисунок E.1 Приложение F (справочное) МАГНИТНЫЕ СВОЙСТВА АУСТЕНИТНЫХ НЕРЖАВЕЮЩИХ СТАЛЕЙ Все крепежные изделия из аустенитных нержавеющих сталей при нормальных условиях -
немагнитные, но после холодного деформирования могут проявлять магнитные
свойства. Каждый материал характеризуется
способностью намагничиваться, это применимо и к нержавеющим сталям. Полностью
немагнитным может быть только вакуум. Магнитную проницаемость материала
обозначают коэффициентом Примеры: A2: A4: A4L: F1: Приложение ДА (обязательное) СВЕДЕНИЯ О СООТВЕТСТВИИ ССЫЛОЧНЫХ МЕЖДУНАРОДНЫХ СТАНДАРТОВ ССЫЛОЧНЫМ НАЦИОНАЛЬНЫМ СТАНДАРТАМ РОССИЙСКОЙ
ФЕДЕРАЦИИ И ДЕЙСТВУЮЩИМ В ЭТОМ КАЧЕСТВЕ МЕЖГОСУДАРСТВЕННЫМ
СТАНДАРТАМ
БИБЛИОГРАФИЯ [1] ИСО 683-13:1986, Heat-treated steels, alloy
steels and free cutting steels - Part 13: Wrought stainless steels. <6> [2] ИСО 4954:1993, Steels
for cold heading and cold
extruding. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||