| ГОСТ 269-66 МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ РЕЗИНА ОБЩИЕ ТРЕБОВАНИЯ К ПРОВЕДЕНИЮ ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
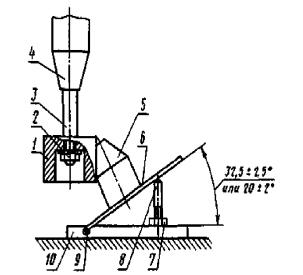
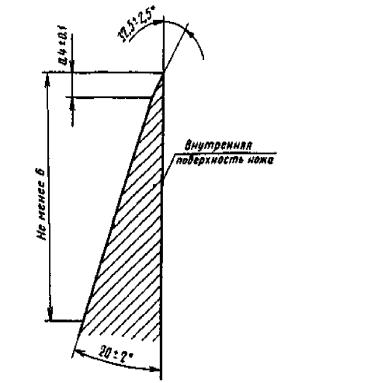
Дата введения 01.07.66 Настоящий стандарт устанавливает общие требования к образцам, проведению испытаний и обработке результатов физико-механических испытаний резин, резин в сочетании с другими материалами (тканью, металлом и др.), губчатых резин, пенорезин, латексных материалов (далее - резины) и изделий из указанных материалов. Стандарт полностью соответствует СТ СЭВ 983-78. 1. МЕТОД ОТБОРА ОБРАЗЦОВ1.1. Образцы для проведения физико-механических испытаний изготовляют различными способами, применяемыми в технологии резинового производства, а также путем вырубки или вырезки из резин или изделий. При оценке качества изделий образцами являются сами изделия, образцы, изготовленные из изделий, или образцы, свулканизованные непосредственно из той же закладки резиновой смеси, из которой изготовляют изделия. Условия вулканизации образцов и изделий в этом случае должны быть идентичными. (Измененная редакция, Изм. № 2). При изготовлении образцов из губчатых резин, пенорезин, латексных материалов и изделий допускается применять образцы других толщин в соответствии с методами испытания. Вырезку и подшлифовку образцов и заготовок из изделий до требуемой толщины производят по методике, приведенной в приложении 1. До 01.01.92 допускалось применять образцы толщиной (1,0 ± 0,2) мм. (Измененная редакция, изм. № 3). 1.3. Вырубку образцов проводят штанцевым ножом. Форма и размеры режущей кромки, а также указания по заточке ножа приведены в приложении 2. Образцы вырубают так, чтобы направление продольной оси совпало с направлением каландрования, шприцевания или вальцевания. Если это невозможно, а также в случае специальных требований направление вырубки указывают в нормативно-технической документации на резины и резиновые изделия. Вырубку или вырезку образцов из заготовок, полученных из изделий, проводят после получения заготовки требуемой толщины. Шлифованные заготовки выдерживают при температуре кондиционирования не менее 30 мин перед вырубкой или вырезкой из них образцов. Вырубка или вырезка образцов из наложенных одна на другую пластин не допускается. Примечание. Перед вырубкой или вырезкой нож или поверхность резины рекомендуется смачивать мыльным раствором, водой или другими жидкостями, не вызывающими набухания и не влияющими на свойства резины. 1.4. Способ и режим изготовления образцов, особенности изготовления образцов из губчатых резин, пенорезин, латексных материалов и изделий, требования к образцам устанавливают в нормативно-технической документации на резины, резиновые изделия и методы их испытаний. 1.6. Количество образцов для испытаний, их форму и размеры устанавливают в нормативно-технической документации на резины, резиновые изделия и методы их испытаний. 2. ПРОВЕДЕНИЕ ИСПЫТАНИЙ2.1. Образцы, изготовленные из резин, подвергают испытанию не ранее чем через 16 ч и не позднее 28 сут. после вулканизации. Изделия и образцы, изготовленные из них, испытывают не ранее, чем через 16 ч и не позднее, чем через 3 мес. после вулканизации. Допускается проводить испытания через другие промежутки времени после вулканизации в соответствии с нормативно-технической документацией на резины и резиновые изделия. Сравнительные испытания проводят в один день. При кондиционировании образцы должны быть защищены от воздействия прямых солнечных лучей. Допускается кондиционировать образцы при температуре (27 ± 2) °С, если это указано в нормативно-технической документации на резины и резиновые изделия. Допускается выдерживать образцы при относительной влажности воздуха (65 ± 5) % и температуре (27 ± 2) °С, если это указано в нормативно-технической документации на резины и резиновые изделия. 2.1 - 2.3. (Измененная редакция, Изм. № 3). 2.4. Образцы перед испытанием нумеруют. Место и способ нанесения номера выбирают так, чтобы не вызывать изменения свойств образцов. 2.5. После кондиционирования измеряют размеры образцов в соответствии с нормативно-технической документацией на методы испытаний. Для измерения толщины образцов применяют толщиномеры с ценой деления 0,01 мм и давлением на образец (22 ± 5) кПа для резин твердостью 35 JRHD и выше, (10 ± 2) кПа для резин с твердостью менее 35 JRHD, при этом измерительный наконечник толщиномера должен всей поверхностью опираться на образец и не выступать за его пределы. В зоне измерения образец должен опираться на пятку толщиномера. Допускается применять толщиномеры с другими характеристиками, если это указано в нормативно-технической документации на резины и резиновые изделия. Для измерения толщины образцов из губчатых резин и пенорезин применяют толщиномеры с давлением на образец (100 ± 10) Па. Место измерения размеров образца, тип измерительного инструмента, количество измерений и их результат указывают в нормативно-технической документации на резины, резиновые изделия и методы их испытания. (Измененная редакция, Изм. № 3). 2.6. Условия проведения испытания должны соответствовать указанным в п. 2.2 или 2.3. 2.7. При испытаниях в условиях пониженных или повышенных температур температуру выбирают из ряда, приведенного в таблице. Допускается применять другие температуры и погрешности поддержания и измерения температуры, указанные в нормативно-технической документации. Непосредственно перед испытанием образцы выдерживают при температуре испытания в течение времени, достаточного для того, чтобы образец принял температуру окружающей среды. Температура испытания, погрешность ее поддержания и измерения, время выдержки при этой температуре перед испытанием должны быть указаны в нормативно-технической документации на резины, резиновые изделия и методы испытаний. (Измененная редакция, Изм. № 3).
2.8. Для проведения испытаний применяют оборудование в соответствии с требованиями нормативно-технической документации на методы испытаний и оборудование. 3. ОБРАБОТКА РЕЗУЛЬТАТОВ3.1. Обработку результатов производят по методам, установленным в нормативно-технической документации на резины, резиновые изделия и методы их испытаний. За показатель физико-механических испытаний принимают среднее арифметическое или медиану. Медиана
- число с порядковым номером За результат физико-механических испытаний принимают показатель, полученный при испытании образцов одной закладки резиновой смеси, одной пластины, одного изделия или нескольких изделий, если из одного изделия нельзя изготовить необходимое количество образцов. (Измененная редакция, Изм. № 3). 3.2. При необходимости проведения статистической обработки результатов испытания вычисляют характеристики, указанные в пп. 3.2.1 - 3.2.5. 3.2.1. Среднее арифметическое результатов испытаний (X) вычисляют по формуле
где Xi - отдельное значение определяемого показателя i изменяется от 1 до n; n - количество образцов. (Измененная редакция, Изм. № 2, 3). 3.2.2. Оценку среднего квадратического отклонения результатов испытаний (S) вычисляют по формуле
(Измененная редакция, Изм. № 2). 3.2.3. Коэффициент вариации результатов испытания (v) в процентах вычисляют по формуле
3.2.4.
Границы доверительного интервала, в котором с вероятностью Р заключено значение показателя для
нижней границы для верхней границы где e - значение, равное половине доверительного интервала. Величину (e) вычисляют по формуле
где t - критерий точности, определяемый по приложению 3. (Измененная редакция, Изм. № 2, 3). 3.2.5. Относительное отклонение (b) в процентах вычисляют по формуле
3.3. При разработке новых методов испытаний наименьшее количество образцов, подлежащих испытанию (N), вычисляют по формуле
где К - коэффициент, равный 2,58 при доверительной вероятности (Р) 99 % и 1,96 при 95 %; b - допускаемое относительное отклонение, %; v - коэффициент вариации, являющийся средним арифметическим значением коэффициентов вариации v испытаний различных по составу и свойствам материалов, количество которых рекомендуется устанавливать не менее 10. При определении N количество испытанных образцов n должно быть не менее 25 и тем больше, чем больше v. Вычисленное по формуле (8) количество образцов Nn округляют до большего целого числа. 3.4. Сопоставимыми считают результаты испытаний, полученные на образцах одинаковой формы и размеров, изготовленных одним способом, кондиционированных и испытанных в одинаковых условиях. Возможность сравнения результатов, полученных на образцах, отличающихся способом изготовления, формой, размерами, полученных из изделий и специально свулканизованных и т. д., оговаривают в нормативно-технической документации на резины, резиновые изделия и методы их испытаний. (Измененная редакция, Изм. № 2, 3). 3.5. Результаты испытания оформляют протоколом, в котором указывают: обозначение резины; применяемый метод испытания, если в стандарте несколько методов; особенности отбора, изготовления и подготовки образцов; условия испытания (если их в стандарте несколько); особенности подготовки аппаратуры; результаты испытаний и способ их выражения; обозначение стандарта; дату испытания. ПРИЛОЖЕНИЕ 1 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

|
Количество испытанных образцов, |
t |
|
||
|
Р = 95 % |
Р = 99 % |
Р = 95 % |
Р = 99 % |
|
|
2 |
12,71 |
63,66 |
9,00 |
45,01 |
|
3 |
4,30 |
9,93 |
2,48 |
5,73 |
|
4 |
3,18 |
5,84 |
1,59 |
2,92 |
|
5 |
2,78 |
4,60 |
1,24 |
2,06 |
|
6 |
2,57 |
4,03 |
1,05 |
1,65 |
|
7 |
2,45 |
3,71 |
0,92 |
1,40 |
|
8 |
2,37 |
3,50 |
0,84 |
1,24 |
|
9 |
2,31 |
3,36 |
0,77 |
1,12 |
|
10 |
2,26 |
3,25 |
0,72 |
1,03 |
|
11 |
2,23 |
3,17 |
0,67 |
0,96 |
|
12 |
2,20 |
3,11 |
0,64 |
0,90 |
|
13 |
2,13 |
3,06 |
0,60 |
0,85 |
|
14 |
2,1б |
3,01 |
0,58 |
0,80 |
|
15 |
2,15 |
2,93 |
0,55 |
0,77 |
|
16 |
2,13 |
2,95 |
0,53 |
0,74 |
|
20 |
2,09 |
2,86 |
0,47 |
0,64 |
|
21 |
2,09 |
2,85 |
0,46 |
0,62 |
|
25 |
2,06 |
2,80 |
0,41 |
0,56 |
|
26 |
2,06 |
2,79 |
0,40 |
0,55 |
|
30 |
2,04 |
2,76 |
0,38 |
0,50 |
|
31 |
2,04 |
2,75 |
0,37 |
0,49 |
|
50 |
2,01 |
2,68 |
0,28 |
0,38 |
|
100 |
1,98 |
2,63 |
0,20 |
0,26 |
|
|
1,96 |
2,58 |
0,00 |
0,00 |
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством нефтеперерабатывающей и нефтехимической промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 08.02.66
3. ВЗАМЕН ГОСТ 269-53
4. Стандарт содержит все требования МС ИСО 471-83, МС ИСО 1826-81, МС ИСО 4661/1-86 и полностью соответствует СТ СЭВ 983-89
5. Ограничение срока действия снято но протоколу № 7-95 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 11-95)
6. ИЗДАНИЕ (сентябрь 2001 г.) с Изменениями № 1, 2, 3, утвержденными в июле 1980 г., марте 1986 г., апреле 1990 г. (ИУС 11-80, 6-86, 8-90)
СОДЕРЖАНИЕ
|
Приложение 1 Способы изготовления образцов. 5 Приложение 2 Заточка штанцевого ножа. 7 Приложение 3 Значения t и |