| МИНИСТЕРСТВО АВТОМОБИЛЬНОЙ ПРОМЫШЛЕННОСТИ СССР ОБЩЕСОЮЗНЫЕ
НОРМЫ ЛИТЕЙНЫЕ ЦЕХИ ОНТП
07-86 УТВЕРЖДЕНЫ МИНАВТОПРОМОМ письмо № 45-114 от 23.01.86 Москва - 1986 Настоящие «Общесоюзные нормы технологического проектирования предприятий машиностроения, приборостроения и металлообработки. Литейные цехи и склады шихтовых и формовочных материалов» ОНТП 07-86, Минавтопром являются пересмотром норм ОНТП 07-83, Минавтопром. Нормы выполнены головной организацией Минавтопрома - Гипроавтопромом совместно с институтами-соисполнителями: Гипротяжмашем Минтяжмаша, Гипротракторосельхозмашем Минсельхозмаша, Гипростанком Минстанкопрома и ХГПИ Минпромсвязи. Пересмотр норм произведен на основании: постановления Совета Министров СССР от 28.01.85 № 96 «О дальнейшем совершенствовании проектно-сметного дела и повышении роли экспертизы и авторского надзора в строительстве»; постановления ЦК КПСС и Совета Министров СССР от 07.08.85 № 773 «О мерах по коренному повышению технического уровня, качества машиностроительной продукции и развитию машиностроения как основы научно-технического прогресса в XII пятилетке и в перспективе до 2000 года»; основных направлений по пересмотру норм технологического проектирования предприятий машиностроения, приборостроения и металлообработки Госстроя СССР (письмо от 01.03.85 № 20/8-31); инструкции о порядке разработки новых и пересмотра действующих норм технологического проектирования. При пересмотре норм учтены новейшие достижения науки и техники, передовой опыт проектирования, строительства и эксплуатации предприятий, прогрессивные технологические процессы и оборудование. С введением в действие настоящих норм утрачивают силу «Общесоюзные нормы технологического проектирования предприятий машиностроения, приборостроения и металлообработки. Литейные цехи и склады шихтовых и формовочных материалов» ОНТП 07-83, Минавтопром. Директор института В.А. Устинов Главный инженер института Е.В. ЛюбимовНачальник технического отдела В.И. Титов Руководитель разработки В.А. Бакланов
Литейные цехи.1. Общая часть.1.1. Основные положения.Нормы предназначаются для применения при разработке технологических решений проектов строительства, расширения, реконструкции и технического перевооружения литейных цехов предприятий машиностроения, приборостроения и металлообработки. Нормы распространяются на проектирование чугуно- и сталелитейных цехов, цехов цветного литья и цехов литья по выплавляемым моделям. При проектировании новых, расширении и реконструкции действующих литейных цехов и заводов следует предусмотреть концентрацию и организацию специализированного производства отливок оптимальной мощности с полным законченным циклом, а также пусковые комплексы и очереди строительства, обеспечивающие последовательное комплексное введение мощностей в нормативные сроки. С целью высвобождения работающих, снижения трудоемкости и стабилизации технологии в проектах литейных цехов следует предусматривать в экономически обоснованных случаях, преимущественно в условиях многономенклатурного производства, гибкие производственные системы (ГПС), являющиеся одним из направлений дальнейшего развития автоматизации в литейном производстве.
За основу при создании ГПС следует принимать многие имеющиеся типы автоматического литейного оборудования, которые являются технологически гибкими, т.к. позволяют на одном и том же оборудовании изготовлять различные по конфигурации и размерам изделия (отливки, стержни и др.) в пределах технологических возможностей данной модели оборудования путем смены оснастки и настройки технологических параметров (иногда без настройки - для массового и специализированного производства отливок). С целью полного использования возможностей ГПС в проектах литейных цехов следует предусматривать: для многономенклатурного производства автоматические формовочные линии (АФЛ), оснащенные системами программного управления технологическими параметрами, устройствами автоматизированной или быстрой смены модельных плит, простановки блоков стержней (когда целесообразна предварительная комплектация стержней в блоке), установками для заливки форм, в т.ч. с программным управлением, предусматривая в дальнейшем связь АФЛ с автоматизированным складом моделей; линии изготовления стержней с «плавающей» оснасткой, оснащенные системами программного управления технологическими параметрами и устройствами автоматизированной или быстрой смены стержневых ящиков, а в дальнейшем объединение этих линий с автоматизированным складом оснастки; плавильные агрегаты, оснащенные системами программного управления технологическими параметрами плавки; гибкие производственные модули изготовления стержней для многономенклатурного производства на базе комплектов оборудования для ХТС; автоматические смесеприготовительные системы, оснащенные АСУТП; управляемые на программе установки для заливки форм на АФЛ на базе магнитодинамических, пневматических и других дозирующих установок; гибкие производственные модули для изготовления единичных и мелкосерийных отливок в формах из ХТС на базе смесителей, вибростолов, кантовально-протяжных установок и транспортных средств, обеспечивающих изготовление отливок в безопочных или жакетированных формах; гибкие производственные модули изготовления отливок в серийном производстве в безопочных формах из ПГС на базе автоматов безопочной формовки с горизонтальной плоскостью разъема, с быстрой сменой моделей и выдачей готовых форм на конвейер; гибкие производственные модули и участки литья под давлением с управлением технологическими параметрами по программе, обеспечивающие создание ГП комплексов, объединенных транспортно-складскими системами оснастки и готовых отливок; гибкие производственные модули и участки для финишной обработки отливок с использованием промышленных роботов и манипуляторов и серийно выпускаемого технологического оборудования. С целью ликвидации тяжелого и вредного ручного труда, освобождения рабочих от монотонных работ следует предусматривать применение промышленных роботов (ПР) и манипуляторов, в том числе для механизации и автоматизации на отдельных операциях при литье под давлением, по выплавляемым моделям, зачистки отливок, установки стержней. Для обеспечения высокой производительности труда следует предусматривать прогрессивные, испытанные технологические процессы в высокопроизводительное автоматическое и комплексно-механизированное оборудование, автоматические системы управления производством (АСУП) и технологическими процессами (АСУТП), прогрессивную организацию производства. Кроме настоящих норм при проектировании необходимо учитывать действующие нормативные документы в строительстве, правила техники безопасности и производственной санитарии, пожаро- и взрывоопасности, санитарные нормы и правила по организации технологических процессов, санитарно-технические требования к оборудованию, а также другие нормы, инструкции и правила по проектированию. 1.1.1. Научная организация труда, производства и управленияПри разработке проектов литейных цехов необходимо учитывать положения, изложенные в «Межотраслевых требованиях по научной организации труда, производства и управления», утвержденных Государственным комитетом СССР по труду и социальным вопросам, ГКНТ СССР и Госстроем СССР от 5 июня 1985 г. 1.2. Классификация литейных цехов по массе производимых отливок и типу производства1.2.1. Классификация литейных цехов по массе производимых отливок приведена в табл. 1. Таблица 1
Примечание. Специализация литейных цехов предусматривается, как правило, на один вид сплава. Классификация литейных цехов по типу производства отливок приведена в табл. 2. Таблица 2
Примечание. Производство цеха следует относить к тому типу, который является в данном цехе преобладающим. 2. Чугуно- и сталелитейные цехи по производству отливок в объемные разовые песчаные формы.2.1. Рекомендуемый состав чугуно- и сталелитейного цехов.Производственные подразделения: участок навески шихты и флюсов; участок плавки металла; участок заливочно-формовочно-выбивной; участок приготовления формовочной смеси; участок подготовки формовочной смеси; участок изготовления стержней (включая сушильные установки и склады стержней); участок приготовления стержневой смеси; участок охлаждения отливок; участок очистки, обрубки, термообработки и зачистки отливок; участок исправления дефектов; участок грунтовки отливок. Вспомогательные подразделении: склад шихтовых и формовочных материалов; участок подготовки шихтовых и формовочных материалов (в случае размещения при цехе) в том числе: участок сушки и просева песка; участок приготовления глинистой суспензии; участок ремонта ковшей, тиглей, сводов, приготовления стопоров; участок приготовления литейной краски; служба механика и энергетика; склады оснастки и инструментов; участок ремонта оснастки; кладовка вспомогательных материалов; кладовая горюче-смазочных материалов; экспресс-лаборатория; конторские помещения; склад готовых отливок; склады и др. 2.1.1. Выбор технологических процессов и оборудованияПлавка. При проектировании новых литейных цехов для плавки чугуна следует предусматривать электропечи и дуплекс-процессы. Применение дуговых электропечей должно являться предпочтительным при использовании металлоотходов нестабильного химического состава, а также для получения высокопрочного чугуна. Для дуплекс-процессов следует предусматривать применение следующих комплексов: индукционная тигельная электропечь - индукционная канальная электропечь; дуговая электропечь - индукционная канальная электропечь; вагранки закрытого типа с подогревом дутья, очисткой отходящих газов, длительным межремонтным циклом работы - индукционная канальная электропечь. Типы, основные параметры и размеры вагранок должны соответствовать требованиям ГОСТ 24774-81. В условиях среднесерийного, мелкосерийного и единичного производств при относительно частой смене марок выплавляемого металла в качестве миксеров следует применять индукционные тигельные электропечи. Плавку стали для получения фасонных отливок следует, как правило, предусматривать в дуговых плавильных электропечах с эффективными системами очистки отходящих газов. Выбор футеровки печи (основная или кислая) и варианты плавки в ней (с окислением или без) зависят от марки выплавляемой стали и используемых шихтовых материалов. Среднеуглеродистые и низколегированные стали обычных марок следует выплавлять в печах с кислой футеровкой; используемая в этом случае шихта по сере, фосфору и легирующим элементам должна соответствовать техническим условиям. Для производства отливок из высоколегированных и специальных сталей необходимо предусматривать печи с основной футеровкой. Для получения отливок из низкоуглеродистых жаропрочных сталей в дуговых электропечах следует предусматривать продувку кислородом ванны жидкого металла. Для получения специальных высоколегированных сталей следует применять индукционные печи повышенной частоты. Тип и производительность плавильных электропечей необходимо увязать с ритмом работы формовочного оборудования, стремясь при этом к применению более крупных печей для уменьшения их количества. В целях экономии электроэнергии на плавку следует, как правило, предусматривать подогрев шихты до температуры 400 - 700 °С, в том числе и за счет использования тепла отходящих газов (утилизация тепла). Применение индукционных тигельных электропечей без предварительного подогрева (сушки) шихты не допускается. Необходимо предусматривать грануляцию и магнитную сепарацию шлака, образующегося при плавке в вагранках и дуговых электропечах. В проектах следует использовать вновь разрабатываемое оборудование и технологические процессы для получения жидкого металла (разработки ВНИИЭТО): дуговые электропечи постоянного тока для плавки чугуна и стали - по сравнению с дуговыми печами переменного тока эти печи имеют ряд существенных преимуществ - снижений удельного расхода электродов, футеровки, ферросплавов, повышение выхода годных отливок, уменьшение затрат на системы газоочистки, улучшение условий труда (печь работает практически бесшумно и мало загрязняет воздушный бассейн); новую серию тигельных печей для плавки алюминиевых сплавов (тип ИТТ) с увеличенной удельной мощностью, расширенными технологическими возможностями для выплавки чистых алюминиевых сплавов ответственного назначения и др.; комбинированные индукционно-плазменные печи (тип КИПП) для выплавки высококачественных металлов, технологически включающие в себя плазменный и индукционный нагрев, комбинация которых дает возможность проведения в печи металлургических процессов; электрошлаковый переплав. Изготовление отливок. Изготовление отливок в литейных цехах массового и крупносерийного производств следует предусматривать в сырых формах методом комбинированного уплотнения с использованием единых бентонитных смесей на автоматических и комплексно-механизированных формовочных линиях, оборудованных автоматическими или механизированными устройствами заливки. В цехах массового и крупносерийного производств с годовым объемом производства свыше 50 тыс. т следует предусматривать экспериментальные участки для обработки технологии изготовления новых отливок, отладки оснастки на формовочном оборудовании, аналогичном установленному на производственных участках. В литейных цехах серийного и единичного производств изготовления мелких отливок следует предусматривать в сырых формах с использованием единых бентонитных смесей на формовочных автоматах с комбинированными способами уплотнения. Для отливок массой свыше 50 кг могут предусматриваться облицовочные бентонитные смеси. Для изготовления форм отливок повышенной точности, массой свыше 100 кг в условиях мелкосерийного и единичного производств следует применять холоднотвердеющие смеси (ХТС). Поточное изготовление средних и крупных отливок для среднесерийного и мелкосерийного производств следует предусматривать в формах, с использованием пластических самотвердеющих смесей (ПСС), быстросохнущих песчано-глинистых (ПГС) с органическими крепителями, СО2 - процесс (для стальных отливок) и др. в потоке на встряхивающих машинах с подпрессовкой или пескометами. Для изготовления крупных и тяжелых отливок могут применяться также жидкие самотвердеющие смеси (ЖСС). При среднесерийном, мелкосерийном и единичном производствах отливок массой до 100 кг на линиях следует предусматривать автоматизацию или механизацию заливки. При производстве отливок массой от 100 до 2000 кг следует предусматривать механизацию заливки ковшевыми установками с дистанционным управлением. В потоке следует предусматривать, с учетом различия марок стали, накопители для готовых форм. Для сокращения производственных площадей, занимаемых охладительными трассами, следует применять пространственные или вертикально-замкнутые (2-х, 3-х ярусные) конвейеры. Выбивку форм следует предусматривать на автоматических или механизированных выбивных установках. Для отделения отработанной смеси после выбивки должны предусматриваться разделительные решетки достаточной длины (6 м и более). Возможно также примечание специальных голтовочных барабанов, в которых совмещаются операции отделения смеси и стержней, остывания отливок, предварительная очистка их поверхности и частичное охлаждение смеси. Выбивку средних и крупных отливок из форм следует предусматривать на многосекционных решетках с пакатными шумопоглощающими укрытиями. Изготовление стержней. В литейных цехах крупносерийного и массового производств изготовление стержней следует предусматривать на автоматических машинах с отверждением в оснастке. В стержневых участках необходимо предусматривать в потоке рабочие места и оборудование для отделки, склейки, окраски и подсушки стержней, механизированные склады стержней. В цехах среднесерийного, мелкосерийного и единичного производств изготовление стержней следует предусматривать из ХТС с поверхностной подсушкой на комплексно-механизированных линиях. Допускается изготовление стержней на обычных связующих с тепловой сушкой, а также по СО2-процессу. В стержневых участках необходимо предусматривать отделку, комплектацию и хранение стержней. Приготовление формовочных и стержневых смесей Приготовление формовочных смесей (единых, наполнительных и облицовочных) для автоматизированных и комплексно-механизированных формовочных линий следует производить в автоматизированных смесеприготовительных системах на базе бегунов непрерывного и периодического действия с производительностью от 16 до 400 м3 в час, типовые комплекты технологического оборудования которых выпускаются предприятиями Минстанкопрома. При выборе комплекта технологического оборудования следует руководствоваться методикой, изложенной в «Паспорт-проспектах на автоматизированные системы смесеприготовления», разработанной ВНИИлитмашем. Для каждой формовочной линии, как правило, следует предусматривать автономную смесеприготовительную систему. В проектах реконструкции и техперевооружения действующих литейных цехов, а также для приготовления стержневых смесей, допускается создание специальных смесеприготовительных участков на базе бегунов периодического или непрерывного действия. Производительность ленточных конвейеров необходимо выбирать с учетом цикловой или расчетной производительности формовочного оборудования и неравномерности потребления смеси. В литейных цехах необходимо предусматривать участки регенерации формовочных и стержневых смесей. Расход свежего песка следует принимать с учетом использования регенерированных смесей. В составе автоматизированных систем следует предусматривать централизованное управление с единым пультом АСУТП. Очистка и термическая обработка отливок Отделение литников и прибылей, выбивку стержней из отливок массой до 150 кг следует производить, как правило, в проходных голтовочных барабанах непрерывного действия. Разделку и заварку дефектов на стальных отливках следует предусматривать с применением установок плазменной резки (воздушно-дуговой строжки). В цехах мелкосерийного и единичного производств допускается применение голтовочных барабанов периодического действия. Для облегчения отделения литников и прибылей от стальных отливок следует предусматривать охлаждение отливок водой или водно-воздушной смесью в камерах. Удаление стержней из крупных отливок следует производить в установках электрогидравлической выбивки и гидрокамерах с мокрой регенерацией отработанных смесей. Очистку мелких отливок следует производить в дробеметных барабанах непрерывного или периодического действия. Очистку отливок массой свыше 50 кг следует, как правило, производить на вращающихся подвесках в проходных дробеметных камерах. При мелкосерийном и единичном производствах для очистки отливок массой до 1000 кг следует предусматривать дробеметные камеры периодического действия, а также дробеметные установки с одновременной выбивкой стержней и предварительной регенерацией формовочных и стержневых смесей. Зачистку мелких отливок следует производить в зачистных автоматических и полуавтоматических установках или на универсальных станках в поточных механизированных линиях. Зачистку крупных отливок массой свыше 1000 кг следует производить на стендах, оборудованных нижним отсосом, методом воздушно-дуговой строжки при помощи механизированных комплексов с высокоскоростными формованными кругами. В цехах крупносерийного и массового производств отливок, подвергаемых термообработке, из стали, ковкого и высокопрочного чугуна необходимо предусматривать правку на гидравлических прессах. При производстве особо ответственных отливок следует предусматривать средства неразрушающего контроля. Проектирование участков грунтовки и термической обработки следует вести с учетом соответствующих норм технологического проектирования. 2.1.2. Расчет количества оборудования.Проектной мощностью литейного цеха является, в запроектированных условиях, объем выпуска продукции (отливок) в год. После ввода в эксплуатацию его мощность должна быть достигнута в нормативные сроки при условии обеспечения производства кадрами, исходными материалами и энергоресурсами. Проектная мощность литейного цеха рассчитывается комплексно, по всем участкам производства (включая склады исходных материалов), по производительности основного оборудования и площадям. Эффективнее годовые фонды времени работы оборудования (Фэ) следует принимать по ОНТП «Фонды времени работы оборудования и рабочих». Потери времени в работе оборудования, когда оборудование исправно, но не работает, учитываются введением в расчет коэффициента использования цикловой или расчетной (для неавтоматического оборудования) производительности (Ки), который регламентируется настоящими нормами. Затраты времени на восполнение дефектных форм, стержней, отливок учитываются путем соответствующего увеличения годового расчетного количества форм для выпуска годных отливок на 4 - 6 % и стержней на 8 - 10 % и учетом коэффициента выхода годных отливок при определении потребности в жидком металле. В связи с изготовлением различных отливок в групповом потоке в процессе текущего планирования их номенклатура меняется, что вызывает изменения в потреблении жидкого металла, формовочных и стержневых смесей, стержней и объемов обработки отливок на термообрубных участках. Вследствие этого при расчете количества оборудования следует вводить коэффициент неравномерности (Кн). Для оборудования формовочных участков Кн = 1, так как оно рассчитывается исходя из годового количества форм, при определении которого учитываются все различия в проектной номенклатуре отливок. Нормативные значения коэффициента неравномерности для расчёта оборудования других участков установлены с учетом наличия необходимых межоперационных накопителей. Коэффициент неравномерности не следует учитывать при определении годового расхода материалов. Формовочно-заливочно-выбивные участки являются основой литейного производства. Все другие обслуживающие их участки следует проектировать, исходя из принятой в проекте цикловой или суммарной расчетной (для неавтоматического оборудования) производительности формовочных линий с учетом коэффициента неравномерности. Под формовочной линией, здесь и далее, следует понимать комплексную автоматическую формовочно-выбивную линию или литейный конвейер, (рольганговая линия) с формовочными автоматами (блок-линиями) или с формовочными машинами, включая участки заливки, охлаждения, выбивки и др. Расчетной производительностью неавтоматического оборудования является количество продукции (форм), вырабатываемое в единицу времени при непрерывной работе, с учетом ручных вспомогательных операций и подготовительно-заключительного времени. Цикловой (тактовой) производительностью автоматического оборудования является количество продукции (форм), вырабатываемое в единицу времени, которое гарантируется заводом-изготовителем этого оборудования при его исправной непрерывной работе. В результате работы линий с цикловой или расчетной (для неавтоматического оборудования) производительностью, с учетом всех потерь времени, получается среднечасовой выпуск потока, необходимый для выполнения годовой проектной программы. Количество оборудования определяется по формуле
где Р1 - количество оборудования по расчету, ед.; В - годовое количество форм, смеси, стержней, жидкого металла, обрабатываемых отливок, с учетом восполнения потерь на брак, жидкого металла на литниковые системы, безвозвратные потери, просыпи смесей, шт.; т; м3; Фэ - эффективный годовой фонд времени оборудования, ч.; П - цикловая или расчетная (для неавтоматического оборудования) часовая производительность, шт.; т; м3; Кн - коэффициент неравномерности, см. табл. 3. Принятое количество оборудования определяется по формуле
где Р2 - принятое количество оборудования, ед.; Ки - коэффициент использования цикловой или расчетной (для неавтоматического оборудования) производительности Ки = 0,75 + 0,85 Коэффициент использования (Ки) для оборудования участков, обслуживающих формовочно-заливочно-выбивные, не должен превышать Ки формовочного оборудования (за исключением оборудования плавильных участков). Число одновременно работающих плавильных электропечей определяется с учетом числа компонентов шихтовых материалов, потребляемых в цехе, исходя из необходимости одновременного обеспечения жидким металлом всех формовочных линий. При выплавке чугуна в индукционных или чугуна и стали в дуговых электропечах монопроцессом их количество должно быть определено в зависимости от условий рационального отбора металла и экономного расходования энергии по формуле
где Р - количество электропечей, ед.; М - расчетная часовая потребность в жидком металле, т; Кн - коэффициент неравномерности; Е - выбранная вместимость ковша, т; Н - число отборов металла в час. Для индукционных электропечей Н > 3, для дуговой электропечи - полный слив всей плавки Н £ 1. Вместимость ковшей для заливки форм следует определять по формуле
где Е - вместимость ковшей, кг; е - средняя металлоемкость одной формы, кг; Т1, Т2 - интервал рекомендуемых температур, °С; Кр - коэффициент резерва на непредвиденные потери времени, Кр = 0,75 - 0,50; Тсн - снижение температуры в ковше, °С/мин; Ц - полный цикл заливки формы, мин. Суммарную производительность плавильных электропечей в цехах крупных и тяжелых отливок следует определять с учетом максимальной металлоемкости формы и допустимого времени на накапливание и выдержку жидкого металла. Нормы коэффициента неравномерности приведены в табл. 3. Таблица 3
Примечания: 1. Коэффициент неравномерности определен с учетом межоперационных накопителей (бункера, миксеры и т.д.). Коэффициент неравномерности не следует применять при определении годового расхода материалов. 2. Расчет плавильного оборудования (при количестве формовочных линий менее трех) в массовом и крупносерийном производствах следует вести по часовой потребности в жидком металле, рассчитываемой по средней металлоемкости форм, закрепленных за линией при цикловой производительности линии, с учетом коэффициента неравномерности потребления. 2.1.3. Нормы производительности оборудования.Нормы производительности индукционных тигельных электропечей промышленной частоты для плавки, перегрева и выдержки чугуна приведены в табл. 4. Таблица 4
Примечания: 1. Расчетная производительность учитывает среднюю продолжительность загрузки, удаления шлака, отбора проб, и других технологических операций. 2. Расчетная производительность для печей вместимостью 21,5 т и выше учитывает механизацию удаления шлака. 3. При подогреве шихты до 600 - 700 °С расчетная производительность должна быть увеличена на 10 - 15 %. 4. Допускается применение печей типа ИЧТА по согласованию с заводом-изготовителем. 5. При применении АСУТП производительность увеличиться в среднем на 5 %. Нормы производительности индукционных канальных электропечей для плавки чугуна приведены в табл. 5. Таблица 5
Примечание. При применении АСУТП производительность увеличиться в среднем на 5 %. Нормы продолжительности плавки (полного цикла) в дуговых электропечах приведены в табл. 6. Таблица 6
Примечания: 1. При подрезке шихты кислородом в период расплавления продолжительность плавки следует уменьшить на 7 - 12'. 2. При продувке ванны кислородом в окислительный период плавки стали продолжительность плавки следует уменьшить на 10 - 12'. 3. При подогреве шихты до 600 - 700 °С продолжительность плавки следует уменьшить на 10 - 15 %. 4. При выплавке легированных сталей продолжительность плавки следует увеличить для печей вместимостью до 6 т на 20 %, свыше 6 т на 10 %. 5. При применении АСУТП производительность увеличиться в среднем на 5 %. Нормы производительности индукционных тигельных электропечей повышенной частоты для плавки стали приведены в табл. 7. Таблица 7
Примечания: 1. Расчетная производительность учитывает среднюю продолжительность загрузки, удаления шлака и др. технологических операций. 2. При перегреве металла до 1700 °С производительность печи по расплавлению и перегреву снизить на 10 - 15 %. 3. Приведенные в таблице данные относятся к плавке стали по кислому процессу, по основному процессу производительность снижается на 15 - 20 %. 4. При подогреве шихты до 600 - 700 °С расчетная производительность увеличивается на 10 - 15 %. 5. При применении АСУТП производительность увеличивается в среднем на 5 %. Нормы производительности индукционных канальных печей промышленной частоты для перегрева и выдержки расплавленного чугуна приведены в табл. 8. Таблица 8
Примечания. 1. При перегреве жидкого металла до температуры больше чем на 100 °С расчетная производительность пропорционально снижается, например при перегреве на 200 °С в 2 раза, на 300 °С в 3 раза и т.д. 2. При применении АСУТП производительность увеличивается в среднем на 5 %. Остальное технологическое оборудование по типам, моделям, техническим характеристикам, методике определения их расчетной производительности, в проектах следует выбирать и принимать по утвержденным, перспективным типажам оборудования и паспортам заводов-изготовителей. 2.1.4. Расчет мостовых крановНормы расчета количества мостовых крапов в плавильном участке при выплавке чугуна в индукционных тигельных электропечах приведены в табл. 9. Таблица 9
Примечания к табл. 9: 1. За плавку следует считать частичный выпуск жидкого металла из тигельной индукционной электропечи за один раз и дозагрузку печи шихтой в том же количестве. 2. Мостовые краны для транспортировки жидкого металла в конце и шихты для загрузки следует принимать тяжелого режима работы, для выполнения прочих работ допускается установка кранов среднего режима работы. 3. Расчет количества мостовых кранов плавильного участка при выплавке чугуна в индукционных тигельных электропечах следует проводить принимая во внимание максимальный выпуск жидкого металла в наибольшую смену. 4. Для двух и более печей вместимостью 10 т каждая и выше, если при расчете требуется установка одного крана (основного), то необходимо установить такой же мостовой кран в качестве резервного. 5. Расчет количества мостовых кранов для обслуживания плавильных тигельных индукционных электропечей промышленной частоты следует производить по формуле
где Рк - расчетное количество мостовых кранов, ед.; Фэп - эффективный годовой фонд времени работы электропечи, ч; П - часовая производительность электропечи, т; п - затраты времени работы крана на одну плавку, крано-ч; Рп - принятое количество электропечей, ед.; Ом - единовременный выпуск жидкого металла в ковш (плавка), т; Фэк - эффективный фонд времени работы мостового крана, ч. В основу формулы расчета количества мостовых кранов положены затраты времени в крано-часах на одну плавку по всем операциям, связанным с выплавкой жидкого металла в зависимости от его массы. Пример расчета. Расчет количества мостовых кранов, занятых на выполнении основных работ (выпуск металла в ковш по 3 т и загрузка шихты), для трех электропечей вместимостью по 10 т каждая:
Расчет количества мостовых кранов, занятых на выполнении операций, связанных с выполнением прочих работ:
Суммарное расчетное количество мостовых кранов равно 0,94 ед. Принимаются два крана, в том числе, с учетом необходимости установки одного резервного крана, согласно примечаниям к табл. 9, пункт 4. Нормы для расчета количества мостовых кранов в плавильном участке при плавке в дуговых электропечах с механизированной загрузкой шихты приведены в табл. 10 в крано-ч/т Таблица 10
Примечания: 1. Расчет количества мостовых кранов следует вести по смене с максимальным выпуском жидкого металла. 2. Мостовые краны для транспортировки жидкого металла в ковше и шихты для загрузки следует принимать тяжелого режима работы, для выполнения прочих работ допускается установка кранов среднего режима работы. При наличии основных кранов большой грузоподъемности в целях их рационального использования рекомендуется для выполнения вспомогательных операций предусматривать кран меньшей грузоподъемности. 3. Для двух и более электропечей вместимостью свыше 6 т каждая при одном расчетном основном кране следует устанавливать дополнительно такой же резервный. 4. Расчет количества мостовых кранов для обслуживания дуговых плавильных электропечей следует производить по формуле
где Рк - расчетное количество мостовых кранов, ед.; П - часовая производительность печи, т; Н - затраты времени работы мостового крана на 1 тонну выплавляемого металла, ч; Фэп - эффективный годовой фонд времени работы дуговых электропечей, ч; Рп - принятое количество электропечей, ед.; Фэк - эффективный годовой фонд времени работы мостового крана, ч. В основу формулы расчета количества мостовых кранов положены затраты времени работы крана на одну тонну выплавляемого жидкого металла. Пример расчета. Расчет количества мостовых кранов, занятых на выполнении основных работ по обслуживанию 3 дуговых электропечей вместимостью по 12 т каждая, размещенных в цехе по схеме 1, см. рис. 5
Расчет количества мостовых кранов, занятых на выполнении операции, связанных с выполнением прочих работ:
Суммарное количество мостовых кранов равно 1,59 ед. К установке, в соответствии с пунктом 3 примечания, принимаем 2 основных крана. Норма для определения мостовых и консольных кранов, обслуживающих формовочно-заливочно-выбивные, стержневые, термообрубные участки чугунолитейных цехов, на 1 тонну отливок в крано-часах приведены в табл. 11. Таблица 11
Примечания: 1. Установление режима работы крана следует производить в соответствии с «Правилами устройства и безопасности грузоподъемных кранов», М., Металлургия, 1976 г. 2. Изготовление стержней, очистку и обрубку отливок массой до 1000 кг, как правило, следует предусматривать с применением однобалочных подвесных кранов грузоподъемностью до 5 тонн. 3. Выбивку опок во всех случаях следует производить на механических выбивных решетках; кессоны очищаются от земли мостовым краном со съемным грейфером. 4. Расчет количества мостовых и консольных кранов производится по максимально загруженной смене. 5. В формовочно-сборочных участках количество консольно-передвижных кранов составляет 30 - 50 % от общего количества кранов и уточняется в зависимости от количества рабочих мест сборки форм. 6. Пример расчета количества кранов для участка на годовой выпуск 15 тыс. т годных отливок массой от 500 до 1500 кг при плацевой формовке, сборке, заливке и выбивке при двусменном параллельном режиме работы, с годовым фондом времени 3975 часов. Согласно нормам, общие затраты времени работы крана за 1 тонну годных отливок составляет 0,95 + 0,15 + 0,25 = 1,35 крано-часа или на выпуск 15 тыс. т отливок в год необходимое количество мостовых и консольно-передвижных кранов будет равно 1,35 ´ 15000 : 3975 = 4,8 крана. Всего принимается 6 кранов с коэффициентом использования 0,8 из них 2 крана - консольно-передвижных, или 33 % от общего количества кранов. 7. Допускается уточнение количества кранов с учетом степени механизации технологического процесса и при наличии хронометражных данных для проектируемого типа производства. Нормы определения количества мостовых и консольных кранов, обслуживающих формовочно-заливочно-выбивные, стержневые и термообрубные участки сталелитейных цехов, в крано-часах на 1 тонну отливок приведены в табл. 12. Таблица 12
Примечания: 1. Установление режима работы крана следует производить согласно «Правилам для устройства и безопасной эксплуатации грузоподъемных, кранов», М., Металлургия, 1976 г. 2. Изготовление стержней, очистку и обрубку отливок массой до 1000 кг, как правило, следует предусматривать с применением однобалочных подвесных кранов грузоподъемностью до 5 тонн. 3. Выбивку опок во всех случаях следует производить на механических выбивных решетках; кессоны очищается от смеси мостовым краном со съемным грейфером. 4. Расчет количеств кранов следует производить по максимально загруженной смене. 5. В формовочно-сборочных участках количество консольно-передвижных кранов составляет 30 - 50 % от общего количества кранов и уточняется в зависимости от количества рабочих мест сборки форм. 6. Пример расчета количества кранов для участка на годовой выпуск 15 тыс. т годных отливок массой 500 - 1500 кг при изготовлении форм на плацу: сборке, заливке и выбивке при двухсменном параллельном режиме работы, с годовым фондом времени 3975 часов. Согласно нормам общие затраты времени работы крана на 1 тонну годных отливок составляет 1,11 + 0,16 + 0,29 = 1,56 крано-часа или на годовой выпуск количество мостовых и консольно-передвижных кранов будет равно 1,56 ´ 1500 : 3975 = 7,1 крана. Всего следует принять 9 кранов с коэффициентом загрузки 0,8, из них 4 крана консольно-передвижных или 44 % общего количества кранов. 7. Допускается уточнение количества кранов с учетом степени механизации технологического процесса и при наличии хронометражных данных для проектируемого производства. Нормы расчета количества мостовых кранов для обслуживания участков чугуно- и сталелитейных цехов для разработки компоновок и укрупненных расчетов приведены в табл. 13. Таблица 13
Примечания: 1. На формовочно-сборочном участке количество консольно-передвижных кранов составляет 30 - 50 % от общего количества кранов и уточняется в зависимости от рабочих мест сборки форм. 2. Количество кранов, полученных по таблице, уточняются данными, полученными по таблицам 9, 10, 11 и 12. 3. Режим работы кранов определяется в соответствии с «Правилами устройства и безопасной эксплуатации грузоподъемных кранов». Для кранов, работающих в плавильных участках, на заливке и выбивке форм следует принимать тяжелый режим работы. 2.1.5. Технологические параметры изготовления отливок.При разработке проектов литейных цехов технологические параметры изготовления отливок следует принимать исходя из конкретно заданных условий - конструктивные требования к деталям, вид сплава, способ получения отливок, развес отливок и т.п. 3. Литейные цехи по производству отливок из цветных металлов в металлические формы.3.1. Рекомендуемый состав цеха.Производственные подразделения: участок подготовки шихты и флюсов; участок плавки металла; участок заливки; участок изготовления стержней; участок выбивки; участок обрезки отливок; участок зачистки отливок; участок термообработки отливок; участок гидроиспытаний и пропитки. Вспомогательные подразделения: склад шихтовых материалов; склад оснастки и инструмента; кладовая вспомогательных материалов; склад горюче-смазочных материалов; участок ремонта тиглей и ковшей; служба механика, энергетика и ремонта оснастки; экспресс-лаборатория; склад готовых отливок. 3.1.1. Выбор технологических процессов и оборудования.Плавку цветных сплавов следует предусматривать в индукционных электропечах промышленной частоты, а алюминиевых сплавов и в газоплазменных печах. Заливка формы, выбивка, обрубка и очистка отливки. В литейных цехах цветного литья массового и крупносерийного производств следует предусматривать следующие методы литья в металлические формы: под высоким давлением; под низким давлением; в кокиль и с противодавлением. Заливка металла в формы, смазка, очистка форм, удаление отливок на машинах литья под высоким давлением должны быть автоматизированы. При закреплении за одной машиной одного или нескольких наименований отливок установку обрезного пресса следует предусматривать около машины. При изготовлении одной отливки из нескольких машинах следует организовать отдельные участки - изготовления этой отливки и обрезки. Метод литья под низким давлением следует принимать для полутонны отливок с высокими требованиями к герметичности и товарному виду отливок. Литье в кокиль следует применять для изготовления отливок со сложными стержнями. Отрезку прибылей следует предусматривать на специальных или универсальных станках. Машины литья под низким давлением и в кокиль при крупносерийном и массовом производствах должны быть оборудованы механизмами установки стержней и съемниками отливок. Для заливки жидкого металла в кокильные машины должны быть предусмотрены дозаторы. Очистку алюминиевых отливок от мелких заусенцев следует предусматривать в дробеметных камерах и барабанах, вибрационных установках и барабанах с подводной галтовкой. Для термической обработки отливки следует предусматривать толкательные, вертикально-конвейерные и шахтные печи. Для устранения пористости отливок, получаемых методами литья под высоким давлением и в кокиль, требующих герметичности, необходимо предусматривать участки пропитки полиэфирными смолами или материалами на основе жидкого стекла. Изготовление стержней. Указания по проектированию участков изготовления стержней приведены в разделе 2.1.1. 3.1.2. Расчет оборудования.Расчет оборудования цехов цветного литья следует производить по формулам, используемым при расчете оборудования чугуно- и сталелитейных цехов, см. раздел 2.1.2. Нормы коэффициента неравномерности приведены в табл. 14 Таблица 14
Примечание: Коэффициент неравномерности не учитывается при расчете годового расхода материалов. Затраты времени на восполнение дефектных отливок и стержней в цехах по производству отливок из цветных металлов учитываются путем увеличения годового расчетного количества на 5 % и стержней на 8 - 10 % и с учетом коэффициента выхода годных отливок при определении потребности в жидком металле. 3.1.3. Нормы производительности оборудования.Нормы производительности индукционных электропечей для плавки цветных металлов и сплавов приведены в табл. 15. Таблица 15
Примечание. Расчетная производительность учитывает среднюю продолжительность загрузки, удаления шлака, взятия проб, рафинирования и других технологических операций. *) Скорость плавки дана при температуре перегрева 1350 °С. Нормы производительности канальных электропечей для плавки цветных сплавов приведены в табл. 16. Таблица 16
Нормы производительности газоплазменных плавильных печей для алюминиевых сплавов приведены в табл. 17. Таблица 17
Примечание: В каждом конкретном случае расчетная производительность печей и продолжительность плавки должны определяться с учетом технологии ведения плавки, вида шихты, способа загрузки ее в печь и с учетом времени, необходимого на слив металла из печи. Нормы производительности машин литья под давлением приведены в табл. 18 в зависимости от категории сложности отливок. Таблица 18
Примечания: 1. Производительность дана для литья деталей без арматуры. При наличии арматуры производительность следует уменьшить на 15 %. 2. Характеристика категорий сложности отливок литья под давлением: I категория - отливки простой конфигурации с прямолинейными поверхностями, углублениями и выступами до 4 шт. высотой до 30 мм, имеющие литейные уклоны на внешних поверхностях не менее 0° 30', на внутренних не менее 1°. II категория - отливки с прямолинейными поверхностями, с углублениями и выступами до 6 штук и высотой до 40 мм, с резкими переходами по толщине сечений, имеющие литейные уклоны на внешних поверхностях от 0° 30' до 1°. III категория - отливки сложной конфигурации с прямолинейными и криволинейными поверхностями сложных очертаний, со значительным количеством выступов, углублений, ребер высотой более 40 мм, окон с глубокими отверстиями малых диаметров, имеющие минимальные литейные уклоны на внешних поверхностях до 0° 51', на внутренних до 0° 30'. Нормы производительности установок литья под низким давлением приведены в табл. 19. Таблица 19
Примечания: 1. Максимальные значения производительности даны для тонкостенных отливок. 2. При применении стержней производительность установок не меняется. 3. Установки с большими размерами рабочего места, как правило, следует принимать для отливок с большими габаритами и массой. Нормы расчетной часовой производительности однопозиционных кокильных машин для бестержневых отливок в зависимости от размеров подкокильных плит в циклах приведены в табл. 20. Таблица 20
Остальное технологическое оборудование по типам, моделям, техническим характеристикам в проектах следует выбирать и принимать по утвержденным, перспективным типажам оборудования и паспортам заводов-изготовителей. 3.1.4. Технологические параметры изготовления отливок.Технологические параметры изготовления отливок в проектах следует принимать исходя из конкретно-заданных условий - конструктивные требования к деталям, вид сплава, способ получения отливок, развес отливок и т.п. 4. Цехи получения отливок по выплавляемым моделям.4.1. Рекомендуемый состав цеха.Производственные подразделения: участок подготовки шихты и флюсов; участок изготовления выплавляемых моделей (регенерация и изготовление модельного состава, изготовление моделей и стержней, сборка моделей в звенья и блоки); участок приготовления огнеупорной суспензии (приготовление керамической обмазки); участок изготовления керамических блоков (нанесение огнеупорного покрытия, сушка блоков); участок изготовления отливок (формовка и прокаливание блоков, плавка металла, заливка, охлаждение и выбивка); участок очистки и отрезки отливок (очистка отливок от керамики, отрезка от стояка, исправление дефектов); участок выщелачивания; участок термообработки отливок. Вспомогательные подразделения: склад формовочных материалов с участком подготовки; склад модельных материалов и составов; склад механика, энергетика и ремонта оснастки; склад оснастки и инструмента; склад химикатов; склад ЛВЖ; кладовая вспомогательных материалов; участок ремонта тиглей и ковшей; экспресс-лаборатория; склад готовых отливок. 4.1.1. Выбор технологических процессов и оборудования.При проектировании цехов литья по выплавляемым моделям необходимо проводить тщательный анализ номенклатуры отливок, не допускается изготовление отливок, которые могут быть произведены методами имеющими меньшую себестоимость. Изготовление модельных блоков. При проектировании цехов литья по выплавляемым моделям следует предусматривать полную механизацию и автоматизацию процесса изготовления модельных звеньев на базе применения автоматизированных установок приготовления модельной массы и автоматов изготовления модельных звеньев. Изготовление керамических блоков. Производство керамических блоков следует предусматривать, как правило, автоматизированным с применением автоматических установок, полуавтоматов и линий приготовления огнеупорной суспензии, автоматов для обмазки и обсыпки блоков, сумки блоков на подвесных конвейерах в специальных камерах. В качестве формообразующего материала следует применять этилсиликат с органическими растворителями и пылевидным кварцем (маршалитом) для огнеупорного покрытия и кварцевого песка в качестве обсыпного материала. Допускается применение огнеупорного покрытия на водной основе взамен органических растворителей со связующими типа этилсиликат или других типов, при этом следует обязательно предусматривать создание микроклимата в камере сушки покрытия. Параметры микроклимата: скорость движения воздуха, его температура и влажность, а также время сушки, в зависимости от применяемых формообразующих материалов, следует согласовать с организацией-разработчиком технологического процесса. Целесообразно использование в качестве обсыпочного материала, в комбинации с огнеупорным покрытием на пылевидном кварце, высокоглиноземного шамота или плавленного кварца, особенно эффективно применение указанных материалов в качестве наполнителя в огнеупорном покрытии, взамен пылевидного кварца. Выплавку моделей следует производить в расплаве модельного состава в специальных ваннах на непрерывно движущемся подвесном конвейере. Допускается удаление модельного состава из блоков в горячей воде и в пароавтоклавах. Плавка. Плавку стали, следует предусматривать в индукционных тигельных электропечах повышенной частоты вместимостью 250 кг. Допускается применение печей вместимостью 160 и 400 кг. Следует, как правило, предусматривать механизацию загрузки шихты в печи вместимостью 400 кг подвесным транспортом и специальной тарой. Разливку металла следует предусматривать ковшами вместимостью от 100 до 200 кг. Прокаливание (обжиг) керамических блоков, их формовка, заливка металлом, охлаждение и выбивка. Указанные операции в условиях крупносерийного и массового производств следует производить на автоматизированном оборудовании в агрегатах обжига, заливки и охлаждения или на механизированных поточных линиях с использованием проходных прокалочных печей и камер охлаждения. Допускается прокаливание блоков без наполнителя в проходных конвейерных печах с последующим их подогревом перед заливкой металлом. Подогрев следует производить с использованием агрегата обжига, заливки и охлаждения проходных печей с формовкой в опоке, засыпкой горячим песком температурой 700 °С, предварительно нагретым в специальной упаковке. При этом керамическая оболочка блока должна быть изготовлена либо с применением высокоглиноземистого шнека на обсыпке, либо с дополнительным упрочняющим слоем на жидком стекле. Для транспортирования залитых блоков на операцию отбивки керамики на участки отбивки от стояка следует предусматривать системы непрерывного транспорта с устройством охлаждающих кожухов для доведения температуры блоков до температуры цеха. Необходимо предусматривать очистку материала-наполнителя с целью его повторного использования. Отбивка керамики и отделение отливок от стояка. Выполнение этих операций необходимо предусматривать в закрытых виброустановках и на гидравлических прессах в комплексе с системами непрерывного транспорта для уборки отходов керамики и подачи отливок от прессов на операцию химической очистки. Участки отбивки керамики следует, как правило, выделять в отдельные помещения с шумопоглощающими стенами. Необходимо предусматривать применение роботов-манипуляторов для установки залитых блоков в зажимы пневмомолотка, выдачи блоков на операцию отделения отливок от стояка и установки на пресс. Для обработки негабаритных блоков следует предусматривать специальные станки отделения отливок от стояка или пост газовой резки. Допускается отделение отливок от стояка и другими способами (механическим, анодно-механическим). Химическая очистка и термическая обработка отливок. Химическую очистку следует предусматривать путем выщелачивания в 30 - 50 % растворе, нагретом до температуры 120 - 150 °С, с применением проходных механизированных установок; для отливок, не имеющих внутренних полостей,- в расплаве солей при температуре 700 - 900 °С с одновременной нормализацией. Нормализацию отливок следует предусматривать в проходных конвейерных печах с защитной атмосферой. Одновременно следует предусматривать системы непрерывной равномерной подачи отливок в печь и отбора их для передачи на сортировку по наименованиям. Допускается применение камерных печей с защитной атмосферой. Зачистка остатков питателей. Зачистку остатков питателей следует предусматривать в штампах на многопозиционных прессах. Допускается применение метода зачистки наждачными кругами с использованием полуавтоматов и обдирочно-шлифовальных станков. При применении данного метода, следует учитывать конструктивные особенности отливок и технические требования к ним, так как зачистка наждачным кругом с высокой скоростью резания приводит к местному подкаливанию отливок и как правило, к их повторной термообработке. 4.1.2. Расчет оборудования.Расчет оборудования следует производить по формулам, используемым при расчете оборудования чугуно- и сталелитейных цехов, см. 2.1.2. При расчете потребности в оборудовании следует учитывать межоперационные потери моделей и керамических блоков, брак отливок, зависящие от принятого технологического процесса, применяемых формообразующих материалов, конструктивной и технологической сложности и других причин. Количество плавильных электропечей необходимо принимать с учетом резервных тиглей (для электропечей ИСТ-0,16) или комплектных установок (для электропечей ИСТ-0,25/0,32), необходимых для производства ремонта футеровки, исходя из времени на выбивку, сушку и спекание, указанного в технической документации на электропечь. Нормы производительности индукционных тигельных электропечей повышенной частоты для плавки стали представлены в табл. 7. Затраты времени на восполнение дефектных отливок в печах по наплавляемым моделям следует учитывать путем соответствующего увеличения годового расчетного количества отливок на 5 % с учетом выхода годных отливок при определении потребности в жидком металле. Технологическое оборудование по типам, моделям и техническим характеристикам следует выбирать и принимать в проектах по утвержденным, перспективным типажам оборудования и паспортам заводов-изготовителей. 5. Определение количества работающих и определение их по группам производственных процессов.5.1. Общие положения.Расчет количества основных рабочих в литейных цехах следует вести по перспективной трудоемкости и нормам времени на основные работы. Количество вспомогательных рабочих, инженерно-технических работников (ИТР), служащих, младшего обслуживающего персонала (МОП) и работников технического контроля (ОТК) следует определять по настоящим нормам, которые разработаны с учетом рационально допустимого совмещения профессий. Для каждого конкретного цеха организационная структура и номенклатура работающих должны приниматься в зависимости от: объема и типа производства; структуры завода, в который входит проектируемый цех; принятой организации вспомогательной и административной служб. Следует предусматривать централизацию ремонтных служб. Ремонтные и инструментальные службы цехов следует проектировать по соответствующим нормам технологического проектирования. Количество обслуживающего персонала автоматизированной системы управления производством (АСУТП) определяется проектом АСУП, разрабатываемым специализированными организациями. 5.2. Номенклатура профессий и расчет работающих.Номенклатура профессий работающих в литейном производстве и распределение их по группам санитарной характеристики производственных процессов в соответствии с СНиП на проектирование вспомогательных зданий и помещений промышленных предприятий приведены в табл. 21. Таблица 21
Примечания: 1. Уборщики конторских и бытовых помещений, гардеробщики, сатураторщики и курьеры могут быть централизованы по заводу и в этом случае, в состав работающих в литейных цехах их включать не следует. 2. Работники технического контроля находятся в подчинении СТК завода, и в состав работающих в литейных цехах включать их не следует, но следует учитывать при определении площадей административно-бытовых помещений. 3. Для работающих в литейных цехах, выполняющих производственные процессы, связанные с вибрацией, передающейся на руки, следует предусмотреть ручные ванны. 4. Лаборантов централизованных по заводу экспресс лабораторий в состав работающих в литейном цехе включать не следует. Нормы для расчета численности вспомогательных рабочих в чугуно- и сталелитейных цехах приведены в табл. 22. Таблица 22
Примечания: 1. Следует предусматривать совмещение профессий. 2. При ограничении количества рабочих по расчету менее 1 человека в смену и невозможности совмещения профессий следует принимать по 1 человеку в каждую смену. 3. Количество дежурных слесарей и смазчиков для цехов среднесерийного, мелкосерийного и единичного производств следует определять по таблицам 22 и 23. 4. Наладчики формовочного, стержневого зачистного оборудования (автоматические линии, механизированные комплексы) относятся к основным рабочим - их следует определять по паспортным данным. Нормы для расчета количества рабочих, занятых межремонтным обслуживанием в чугуно- и сталелитейных цехах среднесерийного, мелкосерийного и единичного производств, в ремонтных единицах (РЕ) на одного в смену приведены в табл. 23. Таблица 23
Примечание. Категорию ремонта сложности оборудования для расчета межремонтного обслуживания допускается принимать по таблице 24. Нормы для расчета категорий сложности ремонта оборудования в чугуно- и сталелитейных цехах среднесерийного, мелкосерийного и единичного производств в РЕ на 1 тонну отливок в год приведены в табл. 24. Таблица 24
Примечание. Для чугунолитейных цехов, имеющих в своем составе электротехнические плавильные и термические печи, следует применять повышенный коэффициент по электротехнической части, равный 1,10 - 1,15. Нормы для определения количества ИТР, служащих и МОП в цехах массового и крупносерийного производств приведены в табл. 25. Таблица 25
Нормы для определения количества ИТР, служащих и МОП в цехах среднесерийного, мелкосерийного и единичного производств приведены в табл. 26. Таблиц 26
Нормы для расчета количества работников СТК в чугуно- и сталелитейных цехах массового и крупносерийного производств приведены в табл. 27 Таблиц 27
Примечание. В случае осуществления контроля технологического процесса работниками СТК количество контролеров может быть увеличено в 1,2 - 1,4 раза в зависимости от объема контрольных операций. Нормы для расчета количества работников СТК в чугуно- и сталелитейных цехах среднесерийного, мелкосерийного и единичного производств приведены в табл. 28. Таблица 28
Примечание к табл. 28. В случае осуществления работниками СТК контроля технологического процесса количество контролеров может быть увеличено в 1,2 - 1,4 раза в зависимости от объема контрольных операций. В связи с введением в производство гибких производственных систем (ГПС) коэффициент сменности рабочих в литейных цехах следует принимать не менее 1,8. Нормы соотношения между категориями работающих в цехах цветного литья приведены в табл. 29. Таблица 29
Нормы плотности бригад в цехах цветного литья приведены в табл. 30. Таблица 30
Примечания: 1. Нормы плотности бригад при обслуживании плавильных печей не учитывают шихтовочные работы. 2. Большая численность рабочих для машин литья в кокиль приведена для крупных отливок. Нормы для расчета численности вспомогательных рабочих в цехах цветного литья приведены в табл. 31. Таблица 31
Распределение работающих по сменам (для укрупненных расчетов) в цехах цветного литья от общего числа работающих соответствующих категорий (в наибольшую смену) приведено в табл. 32. Таблица 32
Примечание. Количество вспомогательных рабочих следует изменять в зависимости от степени механизации и автоматизации производства и номенклатуры. Нормы соотношения между категориями работающих в цехах литья по выплавляемым моделям (для укрупненных расчетов) приведены в табл. 33. Таблица 33
Примечание. Вспомогательные рабочие подразделяются на вспомогательных основного производства и вспомогательных ремонтных служб текущего ремонта (механического и энергетического) и оснастки. Нормы для определения численности рабочих в цехах литья по выплавляемым моделям приведены в табл. 34. Таблица 34
Примечание. Ремонтная сложность ленточных, пластинчатых и скребковых конвейеров - 0,3 на 1 м длины; подвесных грузонесущих конвейеров - 0,2 на 1 м длины. Нормы расчета количества женщин, работающих в литейных цехах, приведены в табл. 35. Таблица 35
Примечание. Численность женщин может быть уточнена в каждом конкретном случае. 6. ОСНОВНЫЕ СТРОИТЕЛЬНЫЕ ПАРАМЕТРЫ ЗДАНИЯ. ГРУЗОПОДЪЕМНЫЕ СРЕДСТВА И РАЗМЕЩЕНИЕ ОБОРУДОВАНИЯ6.1. Основные технологические требования к объемно-планировочным решениям литейных цехов.В целях рационального решения генерального плана завода и снижения стоимости строительства следует, как правило, предусматривать размещение всех производственных и вспомогательных участков литейных цехов в одном здании. Выбор этажности литейных цехов следует производить по действующим строительным нормам и правилам*. В двухэтажных зданиях производственные участки следует размещать на втором этаже, на первом этаже - участки с небольшим количеством работающих, сантехническое и электротехническое оборудование. * - Выбор этажности здания должен быть обоснован. Склады шихтовых и формовочных материалов следует размещать в одноэтажных пролетах. В двухэтажных зданиях могут предусматриваться, при соответствующем обосновании, наружные пандусы для транспортировки грузов на отметку пола второго этажа. При назначении нагрузок на каркасы многоэтажных производственных зданий рекомендуется пользоваться ведомственными нормами временных нагрузок, выполненных по методике ЦНИИпромзданий, для различных отраслей промышленности. В случае отсутствия норм нагрузки на каркас следует определять расчетом. В одноэтажных зданиях сантехническое и электротехническое оборудование следует размещать в специальных многоэтажных вставках. Допускается размещать вентиляционные системы в изолированных помещениях на кровле здания. Санитарно-бытовые помещения необходимо предусматривать в соответствии с требованиями СНиП 11-92 «Вспомогательные здания и помещения промышленных предприятий». Вспомогательные помещения. В связи с высоким уровнем механизации и автоматизации литейных цехов особое внимание необходимо уделять организации цеховых служб механика и энергетика; предусматривать соответствующие условия для удобного проведения ремонта оборудования (с обеспечением, в необходимых случаях, грузоподъемными средствами). Для обеспечения контроля технологических процессов следует предусматривать современные экспресс-лаборатории. Цеховые диспетчерские пункты следует предусматривать с использованием счетно-решающих устройств для планирования и управления производством. Материальные кладовые должны размещаться в непосредственной близости от обслуживаемых участков с обеспечением удобных подходов и подъездов. Проектирование кладовых следует производить в соответствии с действующими нормами и правилами техники безопасности и пожарной безопасности. Перечень подразделений литейных цехов, размещаемых в отдельных помещениях, приведены в табл. 36. Таблица 36
6.2. Нормы для укрупненного расчета площадей.Нормы для расчета площадей на 1000 тонн отливок в год в м2 для электротехнического оборудования чугуно- и сталелитейных цехов (для укрупненных расчетов) приведены в табл. 37. Таблица 37
Примечания. 1. Настоящие нормы предназначены для расчета площадей под электротехническое оборудование при разработке компановки литейного цеха, включая помещения и площади для трансформаторных подстанций, конденсаторных батарей, преобразователей тока, управления общецеховыми системами транспорта, электротехнические помещения для грунтовочных участков и регенерационных установок. 2. Нормы предусматривают площади, занятые электротехническим оборудованием на отметке пола цеха первого и второго этажей здания. Дополнительные площади, занятые этим оборудованием и расположенные на отметке 2,5 м от пола не учтены. 3. Меньшие значения показателей таблицы относятся к чугунолитейным цехам, большие - к сталелитейным. Нормы для расчета площадей цеховых экспресс-лабораторий, цехового диспетчерского пункта и помещения АСУТП в м2 чугуно- и сталелитейных цехов крупносерийного и массового производств приведены в табл. 38. Таблица 38
Нормы для расчета площадей на 1000 тонн отливок в год в м2 и чугуно- и сталелитейных цехах приведены в табл. 39. Таблица 39
Примечание. В процессе разработки рабочих чертежей размеры площадей цеховых кладовых следует уточнять в зависимости от габаритных размеров инвентаря. Нормы для расчета площадей экспресс-лабораторий и цехового диспетчерского пункта в чугуно- и сталелитейных цехах среднесерийного, мелкосерийного и единичного производств приведены в табл. 40. Таблица 40
Примечание: Для определения химических элементов в металле следует предусматривать спектографы или квантометры. При расчете площади цеховых кладовых в цехах цветного литья в м2 следует принимать для: общей цеховой 36 - 48 инструментальной обрезного участка 36 - 48 цехового механика и энергетика 72 - 96 Нормы площадей кладовых для цехов цветного литья в м2 (для укрупненных расчетов) в зависимости от годовой мощности цеха и количества наименований пресс-форм приведены в табл. 41. Таблица 41
Примечания: 1. Большие значения приведены для среднесерийного производства, меньшие - крупносерийного и массового. 2. Высота укладки - 4 м. 3. В кладовой пресс-форм в таре принято хранить 2,5 пресс-формы. Нормы для расчета площадей цеховых служб механика и энергетика для текущего ремонта и цеховых контор мастеров в м2 в чугуно- и сталелитейных цехах приведены в табл. 42. Таблица 42
Примечание. При наличии в составе оборудования электрических, плавильных и термических печей следует площади цеховой службы механика и энергетика принимать с коэффициентом 1,10 - 1,15. Нормы для расчета площадей цеховых экспресс-лабораторий и цехового диспетчерского пункта в м2 цехов цветного литья приведены в табл. 43. Таблица 43
Нормы площади на единицу оборудования и одно рабочее место для цехов цветного литья (для укрупненных расчетов) в м2 приведены в табл. 44. Таблица 44
Норма площади на ГПМ литья под давлением для укрупненных расчетов приведены в табл. 45. Таблица 45
Примечания: 1. Нормы площади учитывают установку основного, вспомогательного, роботов, манипуляторов, приемно-передающих и ориентирующих устройств, оргоснастки и прочего оборудования, необходимого для ГПМ, а также транспортные средства, проходы и проезды за исключением магистральных. 2. Площадь, необходимая для размещения ГПК, определяется как сумма площадей ГПМ, входящих в ГПК с учетом коэффициента 0,8 - 0,9 в зависимости от количества ГПМ (до 3-х ГПМ принимать коэффициент - 0,9, свыше трех - 0,8). 6.3. Основные строительные параметры зданий, грузоподъемность транспортных средств, нормы расстояний между оборудованием и строительными элементами зданийНормы размеров пролетов и грузоподъемных средств плавильных участков, оборудованных вагранками с подогревом дутья и очисткой газов, приведены в табл. 46, см. рис. 1, 2, 3 Таблица 46
Примечания: 1. В таблице даны минимально необходимые размеры, которые следует уточнять при общей компоновке плавильного цеха или участка. 2. Высоту до уровня пола при установке вагранок на 2-м этаже следует определять по формовочно-заливочному цеху или участку. 3. В случае установки мостовых кранов для отбора жидкого металла их грузоподъемность следует определять по максимальной массе заполненного ковша с учетом приведенной в таблице грузоподъемности подъемно-транспортных средств для обслуживания. 4. Вместимость миксеров следует определять в зависимости от организации технологического процесса с учетом данных таблицы. 5. Допускается размещение миксеров, отличное от показанных на схемах. 6. Типы, производительность и размеры вагранок должны соответствовать требованиям ГОСТ 24774-81.
Рис. 1. Схема установки вагранок закрытого типа с миксерами типа ИЧКМ (а) и копильниками с газовым обогревом (б): 1 - вагранка; 2 - рекуператор; 3 - миксер или копильник; 4 - скиповый подъемник; 5 - система гидрошламоудаления; 6 - система газоочистки; 7 - пульт управления
Рис. 2. Схема установки вагранок в одноэтажном (а) и двухэтажном (б) зданиях
Рис. 3. Схема установки вагранок открытого типа с миксерами ИЧКМ: 1 - вагранка; 2 - миксер; 3 - воздухоподогреватель; 4 - пылеосадитель; 5 - система гидрошламоудаления; 6 - пульт управления; 7 - скиповый подъемник
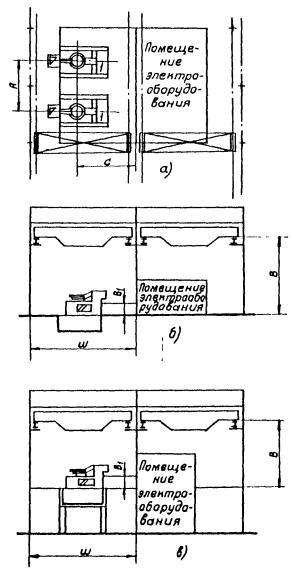
Рис. 4. Схема установки индукционной тигельной печи промышленной частоты: 1 - индукционная тигельная электропечь ИЧТ; 2 - установка для подогрева шихты; 3 - помещение конденсаторных батарей; 4 - трансформаторная подстанция; 5 - установка газоочистки; а) одноэтажное здание; б) двухэтажное здание. Нормы размеров пролетов, грузоподъемных средств плавильных участков, оборудованных индукционными тигельными электропечами промышленной частоты, и расстояний между ними приведены в табл. 47, см. рис. 4. Таблица 47
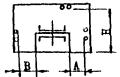
Примечания: 1. Грузоподъемность подъемно-транспортных средств в таблице приведена по массе транспортируемого при ремонте печи узла (съемный корпус с индуктором и магнитопроводом) и должна определяться с учетом массы разливочных ковшей с металлом; масса разливочных ковшей определяется по условиям работы цеха. Допускается применение двух мостовых кранов меньшей грузоподъемности для перемещения съемного корпуса. 2. Ширина пролета, равная 30 метрам, допускается только при соответствующем обосновании. 3. Размеры, приведенные в таблице, следует уточнять при рабочем проектировании по паспортным данным заводов-изготовителей. 4. Высота до головки подкранового рельса может быть изменена в зависимости от устройств для загрузки печей и отбора жидкого металла. 5. Размер 9,60 - до низа конструкции перекрытия. 6. Грузоподъемность подъемно-транспортных средств для обслуживания газовых печей выбирается по максимальной массе транспортируемых ковшей с металлом и др. операций. 7. При проектировании допускается применять другие схемы компоновки печей. Нормы расстояний между дуговыми плавильными электропечами и их привязки приведены в табл. 48, см. рис. 5. Таблица 48
Нормы расстояний между дуговыми плавильными электропечами и их привязки приведены в табл. 49, см. рис. 6. Таблица 49
*) Размещение дуговой электропечи ДС-6Н2 см. на рис. 6. Примечания: 1. Печи вместимостью до 3 тонн могут обслуживаться одним краном, печи вместимостью 6 тонн и выше обслуживаются двумя кранами. 2. В плавильно-заливочных участках при ширине пролета 24 м и выше допускается установка печных трансформаторных подстанций в одном пролете с дуговыми электропечами. 3. Пульты управления следует размещать с обеспечением удобного и безопасного обзора рабочих окон электропечей. Для печей большой вместимости допускается расположение пультов управления в отдельном помещении у противоположного ряда колонн против рабочих окон электропечей. Минимальная высота помещения должна быть не менее 3,5 м. 4. Внутренние размеры помещений, приведенные в таблицах 48 и 49, даны при толщине стен помещений 380 мм. Кроме указанных в таблицах помещений следует предусматривать, по данным завода-изготовителя, следующие помещения: насосно-аккумуляторной станции (НАС), маслоохладительной установки, станции управления, щитовой, машинного зала, комплектного распределительного устройства. 5. Размеры помещений являются справочными, и их следует уточнять при рабочем проектировании по заводским данным и типовым проектам «Тяжпромэлектропроекта» в зависимости от принятого размещения печей, выкатки трансформатора из печной трансформаторной подстанции, щитового помещения, КРУ и НАС. Нормы размеров пролета и грузоподъемности подъемно-транспортных средств плавильных цехов и участков, оборудованных дуговыми электропечами, приведены в табл. 50, см. рис. 5. Таблица 50
Примечания. 1. Допускается отметку рабочей площадки электропечей принимать по уровню пола 2-го этажа формовочно-заливочного участка. 2. Допускается изменение высоты пролетов для электродуговых печей с пыле и звукозащитными устройствами при соответствующем обосновании.
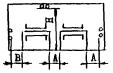
Рис. 5. Размещение дуговых электропечей. Схема 1. а) одноэтажное здание - рабочая площадка печи на отм. 0,00; б) одноэтажное здание - рабочая площадка печи на отм. В; в) двухэтажное здание - рабочая площадка печи на отм. пола второго этажа. 1 - дуговая электропечь; 2 - трансформаторная подстанция; 3 - пульт управления.
Рис. 5. Схема размещения дуговых печей: 1 - Дуговая печь; 2 - Трансформаторная подстанция; 3 - Пульт управления.
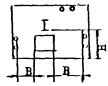
Рис. 6. Схема размещения дуговой печи ДС-6Н2: 1 - Дуговая печь; 2 - Трансформаторная подстанция; 3 - Пульт управления. Нормы размеров пролетов и грузоподъемности подъемно-транспортных средств плавильных участков сталелитейных цехов, оборудованных индукционными тигельными электропечами повышенной частоты, приведены в табл. 51, см. рис. 7. Таблица 51
Примечание. 1. Вместимость разливочных ковшей и подъемно-транспортные средства следует выбирать в соответствии с техническими требованиями заливки и конкретными условиями проектируемого цеха. 2. Высоту головки подкранового рельса следует уточнять в зависимости от системы механизации загрузки электропечей, необходимость устройства и величину приямков следует определять в соответствии с технологическими требованиями заливки. 3. Отметку пола второго этажа следует определять по формовочно-заливочному участку. 4. Ширину пролета размером 30 м допускается применять при соответствующем обосновании. Нормы грузоподъемности подъемно-транспортных средств для обслуживания индукционных канальных плавильных электропечей приведены в табл. 52. Таблица 52
Рис. 7. Схема установки индукционных тигельных электропечей (1) повышенной частоты (а) в пролетах одноэтажного (б) и двухэтажного (в) зданий Нормы размеров пролетов и грузоподъемности однобалочного крана участков цехов крупносерийного и массового производств отливок массой до 200 кг приведены в табл. 53. Таблица 53
Примечания: 1. Взамен подвесных однобалочных кранов допускается применение местных грузоподъемных средств. 2. Высоту пролетов следует уточнять в каждом конкретном случае. 3. Участки подготовки оборотной смеси в двухэтажных зданиях следует располагать на первом этаже и под другими участками. Нормы размеров пролетов и грузоподъемности подъемно-транспортных средств формовочно-сборочно-выбивных участков в чугуно- и сталелитейных цехах среднесерийного, мелкосерийного и единичного производств приведены в табл. 54, см. рис. 8. Таблица 54
Примечания к табл. 54: 1. Высоту до низа конструкций покрытия следует уточнять при разработке строительной части цеха. 2. При определении грузоподъемности крана необходимо учитывать массу траверсы с цепями, которая составляет для кранов: 10 т - 0,5 тонны; 15 т - 1,3 тонны; 20 т - 2,3 тонны, 30 т - 3,1 тонны. 3. При выдаче жидкого металла в сборочно-заливочный участок грузоподъемность заливочного крана следует определять в соответствии с массой транспортируемого ковша с металлом. 4. В таблице предусматривается - залитые формы транспортируются на участок выбивки в собранном виде, если отливки максимальной массы и габаритов составляют незначительную долю программы выпуска, залитые формы можно транспортировать на выбивку по частям - каждую форму отдельно. В этом случае грузоподъемность крана может быть снижена при соответствующем обосновании. 5. Для производства отливок массой до 0,1 т рекомендуется применять подвесные конвейеры, пневмоподъемники, электротали на монорельсах и подвесные кранбалки с максимальной грузоподъемностью до 5 т. 6. Консольные передвижные краны рекомендуются при установке в формы крупных стержней в пролетах шириной не менее 24 м при соответствующем обосновании. 7. При размерах опок, отличающихся от приведенных в таблице, грузоподъемность крана следует определять в каждом конкретном случае. Размеры пролетов смесеприготовительных участков литейных цехов определяются в каждом конкретном случае в зависимости от устанавливаемого смесеприготовительного оборудования и транспорта. Нормы размеров пролетов и грузоподъемности подъемно-транспортных средств стержневых участков чугуно- и сталелитейных цехов среднесерийного, мелкосерийного и единичного производств приведены в табл. 55. Таблица 55
Примечания. 1. При реконструкции действующих цехов отметка до головки подкранового рельса (соответственно и высота до низа конструкций покрытия) может быть уменьшена при соответствующем обосновании с соблюдением правил техники безопасности. 2. Грузоподъемность крана может уточняться расчетами по максимальной массе поднимаемого груза, который принимается для цехов: мелких и средних отливок - по массе этажерки с сушильными плитами и стержнями; крупных, тяжелых и особо тяжелых - по массе сушильной плиты с двумя наиболее тяжелыми стержнями. 3. При производстве особо тяжелых отливок допускается увеличение грузоподъемности крана при соответствующем обосновании. Нормы размеров пролета и грузоподъемности подъемно-транспортных средств термообрубных участков чугуно- и сталелитейных цехов среднесерийного, мелкосерийного и единичного производств приведены в табл. 56. Таблица 56
Примечания: 1. Высоту до низа конструкций покрытия следует принимать минимальную или уточнять при общей компоновке литейного цеха. 2. Допускаются поперечные пролеты для размещения термообрубного участка тяжелых отливок при наличии существенных преимуществ в технологической планировке и организации производства при соответствующем обосновании. 3. Большая грузоподъемность в графе «Мостовой кран для отливок без стержней» относится к производству массовых отливок с прибылями. Нормы размеров пролета и характеристика козловых кранов для открытых складов опок приведены в табл. 57. Таблица 57
Примечание. При хранении на складе совместно опок и отливок грузоподъемность крана следует уточнять. Нормы нагрузок на полы и тип покрытия полов чугуно- и сталелитейных цехов приведены в табл. 58. Таблица 58
Примечания. 1. Динамические, вибрационные нагрузки от стационарного оборудования следует указывать дополнительно в строительном задании. 2. Окончательный выбор типа покрытий выбирается разработчиком строительной части на основании действующих строительных норм и правил. Нормы нагрузок на полы и тип покрытия полов для цехов цветного литья и литья по выплавляемым моделям приведены в табл. 59. Таблица 59
Примечания: 1. Динамические, вибрационные нагрузки и от стационарного оборудования следует указывать в строительном задании. 2. В участках изготовления модельного и керамического блоков следует предусматривать мокрую уборку полов. 3. Окончательный выбор типа покрытий производится разработчиками строительной части на основании действующих строительных норм и правил. Нормы минимального расстояния от стен, колонн и проездов до оборудования или до ограждения движущихся частей оборудования приведены в табл. 60, см. рис. 9. Таблица 60
Примечания: 1. Расстояние обслуживаемого краном оборудования от стен и колонн должно обеспечивать нормальное положение крана над оборудованием. 2. При установке оборудования на индивидуальном фундаменте расстояние от оборудования до стен, колонн и соседнего оборудования следует принимать с учетом конфигурации смежных фундаментов. 3. Расстояния указаны от оборудования с учетом ограничения движущихся частей. 4. Нормативные данные таблицы не относятся к подъемно-транспортному оборудованию. 5. Минимальный размер рабочей зоны и ширина проходов принимаются равными 800 мм. 6. Минимальное расстояние от оборудования до проезда со стороны рабочей зоны равно 1300 мм. 7. При размещении оборудования (или блоков оборудования) между колоннами расстояние до колонн следует определять конструктивно, в этом случае проход следует проектировать в обход колонн. Рис. 9. Схема расположения оборудования и электропечей
Нормы размеров цехового проезда и расстояния между оборудованием в м при различных транспортных средствах приведены в табл. 61. Таблица 61
Примечания: 1. Магистральный проезд предназначается для межцеховых перевозок, иногда с возможностью проезда автомобиля, и может быть продольным и поперечным, преимущественно сквозным. Размер магистрального проезда следует принимать равным 5,0 - 6,0 м. 2. Высоту проемов для проездов следует устанавливать с учетом максимальных размеров транспортных грузов и ряда высот согласно требованиям ГОСТ 23.837-79. В отдельных случаях допускается снижение высоты проезда до 2,3 м при соответствующем обосновании. 3. Размеры проходов и проездов следует предусматривать от наружных габаритов оборудования с учетом ограждений. 4. Передаточные тележки на рельсовом пути не следует размещать на магистральном проезде. 6. Ширина проезда дана в таблице с учетом возможности поворота электропогрузчика на 90°. 6. При поперечном размещении транспортируемого груза размером свыше 3,0 м ширину проезда и расстояние от него до оборудования следует устанавливать в каждом конкретном случае. 7. Вдоль наружных остекленных стен следует предусматривать проезд. Нормы размеров прохода для обслуживания и ремонта конвейера, транспортирующего теплоизлучающие грузы в тоннеле, на галерее и площадке, приведены в табл. 62. Таблица 62
*) Верхнее значение интервала относится к пластинчатым конвейерам. Примечания. 1. Ширину проходов следует определять по расстоянию от выступающих строительных конструкций (коммуникационных систем) до наиболее выступающих частей конвейера (транспортируемого груза). 2. Конвейеры следует устанавливать так, чтобы расстояние по вертикали от наиболее выступающих частей конвейера (транспортируемого груза) до нижних поверхностей выступающих строительных конструкций (коммуникационных систем) было не менее 0,6 м. 3. Расстояние между наиболее низкой частью подвесного конвейера и полом следует принимать равным не менее 0,8 м. 4. Зону обслуживания конвейеров следует принимать не менее 0,8 м. 5. На участках трассы конвейера, над которыми перемещаются погрузочно-разгрузочные устройства, ширина проходов, по обе стороны конвейера, должна быть не менее 1,0 м. 6. Подвесные конвейеры следует располагать так, чтобы исключалась необходимость перемещения подвесок с грузом над рабочими местами, проходами и проездами, либо, в случае производственной необходимости, над рабочими местами должны быть сооружены защитные ограждения на высоте не менее 2,0 м от уровня пола, способные задержать упавший с подвески груз. 7. Для подвесных грузонесущих и толкающих конвейеров допускается местное сужение ремонтного прохода при отсутствии горячих отливок и при возможности прохода между подвесками поперек трассы до 0,2 м. 7. МАТЕРИАЛОЕМКОСТЬ И ЭНЕРГОЕМКОСТЬ7.1. Расход основных и вспомогательных материалов в литейных цехах.В процессе проектирования расход основных и вспомогательных материалов следует определять в зависимости от назначения и технических требований к отливкам, принятого технологического процесса изготовления. Нормы расхода, требования к параметрам и качеству материалов должны соответствовать утвержденным отраслевым руководящим техническим материалам и инструкциям. Нормы выхода годных отливок от массы металлической шихты в процентах в чугуно- и сталелитейных цехах крупносерийного и массового производства приведены в табл. 63. Таблица 63
Примечания: 1. Выход годных отливок по нижнему значению следует принимать для наиболее сложных отливок. 2. Нормативные данные таблицы следует применять при отсутствии разработанной технологии получения отливок. 3. Нормы выхода годных отливок учитывают угар в размере 5 %. Нормы выхода годных чугунных отливок от массы металлической шихты в процентах среднесерийного, мелкосерийного и единичного производств приведены в табл. 64. Таблица 64
Примечания: 1. Выход годных отливок по нижнему значению следует применять для наиболее сложных отливок. 2. Нормативные данные таблицы следует применять при отсутствии разработанной технологии получения отливок. 3. Нормы выхода годных отливок учитывают угар в размере 5 %. Нормы выхода годных стальных отливок от массы металлической шихты в процентах среднесерийного, мелкосерийного и единичного производств приведены в табл. 65. Таблиц 65
Примечания: 1. Выход годных отливок по нижнему сечению следует применять для наиболее сложных отливок. 2. Нормативные данные таблицы следует применять при отсутствии разработанной технологии получения отливок. 3. Нормы выхода годных отливок учитывают угар в размере 5 %. Допускаемые отклонения по размерам и массе и припуски на механическую обработку отливок из серого чугуна и стали следует принимать по ГОСТ 1855-55 и ГОСТ 2009-55. Нормы выхода годных алюминиевых отливок от массы металлической шихты в процентах в металлические формы приведены в табл. 66. Таблица 66
Примечания. 1. Нормативные данные таблицы следует применять при отсутствии разработанной технологии получения отливок. 2. Нормы выхода годных отливок учитывают угар в размере 5 %. Нормы выхода годных отливок по выплавляемым моделям от массы металлической шихты в процентах приведены в табл. 67. Таблица 67
7.2. Меры по использованию вторичного тепла.При выдаче заданий на проектирование отопления и вентиляции литейных цехов необходимо представлять исходные данные для утилизации тепла вытяжного воздуха от технологического оборудования: параметры, количество удаляемого воздуха, содержание в нем пыли, агрессивных паров и аэрозоли электролитов, липких и ядовитых веществ и т.п. 8. МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯУровень механизации и автоматизации основных производственных процессов в процентах для укрупненных расчетов приведены в табл. 68. Таблица 68
Степень и уровень механизации производства в проектах следует определять в соответствии с требованиями методических указаний по оценке степени автоматизации производства, утвержденных постановлением ГКНТ от 07.08.85 № 425. 9. Мощности и технико-экономические показатели литейных цеховОптимальные мощности и технико-экономические показатели литейных цехов приведены в табл. 69. Таблица 69
Минимально допустимые мощности и технико-экономические показатели литейных цехов приведены в табл. 70. Таблица 70
10. СКЛАДСКОЕ ХОЗЯЙСТВО ЦЕХАПроектирование и организация складского хозяйства литейного цеха (склады формовочных, шихтовых, связующих материалов, топлива, флюсов и др.) должны соответствовать разделу «Склады шихтовых и формовочных материалов» настоящих норм и ОНТП Минпромсвязи. 10.1. Хранение и транспортирование оснастки.Модели и стержневые ящики следует хранить в специально оборудованном общезаводском складе модельной оснастки. Подача комплектов оснастки в промежуточные склады модельной оснастки должна производиться вилочными электропогрузчиками и электрокарами в унифицированной таре, на поддонах и т.п. Крупные модели следует транспортировать электрокарами с прицепами или автомобилями. Промежуточные склады модельной оснастки необходимо оборудовать подъемными средствами (электропогрузчиками, штабелерами), стеллажами, этажерками, позволяющими хранить модели, стержневые ящики, модельные плиты с моделями в несколько ярусов высотой от 4 до 6 м, что определяется возможностями штабелирующего механизма. Крупные стержневые ящики и модели следует складывать с помощью мостового крана на прокладки в штабели высотой не более 1,5 - 2,0 м. Для хранения крупных опок и другой литейной оснастки при среднесерийном, мелкосерийном и единичном производствах следует предусматривать открытые или крытые эстакады. Опоки для конвейерного поточного производства следует хранить в закрытых складах. Склады опок для крупных отливок должны размещаться в непосредственной близости к формовочным участкам. 10.2. Хранение и транспортировка стержней и отливок.При массовом и крупносерийном производствах хранение стержней необходимо предусматривать на подвесных толкающих конвейерах или в складах-штабелерах. Аналогичные решения могут быть применены и при среднесерийном и мелкосерийном производствах для мелких и частично средних отливок. Хранение стержней для отливок средней массы допускается предусматривать на рольгангах или этажерках. Стержни для крупных отливок следует хранить на рольгангах или полу (на плитах). Транспортировку стержней к местам установки в форму следует производить подвесным толкующим конвейером или электропогрузчиком в унифицированной оборотной таре, электротележками и др. Необходимо предусматривать грузопотоки возврата унифицированной тары, сушильных плит в стержневой участок. Готовые отливки следует хранить на общезаводском складе отливок. Межоперационные склады отливок следует предусматривать с применением унифицированной оборотной тары, обеспечивающей многоярусную укладку электропогрузчиком, а при больших объемах складов - организацию механизированных и автоматизированных складов с использованием штабелеров. Хранение крупных и средних отливок массой свыше 100 кг допускается в штабелях высотой не более 1,5 - 2,0 м на деревянных прокладках. Нормы для расчета площади складов стержней, отливок, опок и оснастки чугуно - и сталелитейных цехов (для укрупненных расчетов) приведены в табл. 71. Таблица 71
*) Количество опок и сушильных плит на складе дается в процентах от количества находящихся в обороте. Примечания: 1. Цифры в скобках означают грузонапряженность полезной площади для хранения. 2. Размер и масса сушильных плит и подмодельных плит приведены в нормалях машиностроения. 11. ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫПри проектировании литейных цехов особое внимание следует уделять внедрению безопасных и малотоксичных технологических процессов и операций, нетоксичных материалов для их осуществления, средствам нейтрализации и утилизации отходов литейного производства, эффективным устройствам для очистки выделяющихся газов. 11.1. Охрана воздушной среды.В соответствии с требованиями государственных стандартов и санитарных норм по охране природы технологические вентиляционные выбросы (в совокупности с фоновыми загрязнениями) с учетом перспективы развития предприятия не должны создавать предельных концентраций, превышающих предельно допустимые концентрации (ПДК) вредных веществ в атмосферном воздухе населенных мест. Установление значения предельно допустимых выбросов (ПДВ), как количества вредных веществ, которое не разрешается превышать при выбросе в атмосферу, производят на основе методов расчета ПДВ в атмосферу, утвержденных Госстроем СССР. 11.2. Охрана водного бассейна.В настоящем разделе приводятся параметры потребляемой воды и сточных вод после использования в производстве и для хозяйственно-бытовых нужд литейных цехов. Требования к качеству и составу воды для хозяйственно-бытовых нужд и бытовых сточных вод, а также их удельные расходы следует принимать на основании действующих строительных норм и правил. Сточные воды подлежат локальной очистке, условия их спуска в водоемы должны соответствовать требованиям Правил охраны поверхности вод от загрязнения сточными водами, разработанных Минздравом СССР. 11.2.1. Водопотребление литейных цехов.Вода, потребляемая в литейных цехах, используется на охлаждение оборудования, увлажнение смеси, выбивку и очистку отливок, приготовление формовочных смесей, улавливание пыли и других нужд. Хозяйственно-питьевая вода используется в столовых и для санитарно-бытовых устройств. Водоснабжение литейных цехов следует осуществлять двумя раздельными системами: система I - вода с повышенными требованиями по солям жесткости и содержанию железа в пределах качества питьевой воды; система II - вода без особых требований к ее качеству и составу. Требования к качеству воды, используемой в литейных цехах, приведены в табл. 72. Таблица 72
11.2.2. Канализация литейных цехов.В результате технологических процессов в литейных цехах образуются следующие категории стоков: категория А - отработанная нагретая вода системы I без загрязнений. категория Б - отработанная нагретая вода системы II, загрязненная пылью, окалиной, маслонефтепродуктами. Температура сточных вод категорий А и Б должна составлять 35 - 45 °С. Состав и концентрация загрязнений сточных вод категории Б составляет: взвешенные вещества, мг/л 5000 - 10000 Маслонефтепродукты, мг/л 15 - 50 Характеристику качества воды и стоков в каждом конкретном случае следует уточнять по паспортным данным или экспериментальным данным. 11.2.3. Мероприятия по охране водных ресурсов.В целях охраны водных ресурсов, экономного использования воды, ликвидации загрязнения водоемов от сбрасываемых стоков следует предусматривать следующие мероприятия: Для стоков категории А - отработанная нагретая до 25 - 35° вода охлаждается на градирнях и поступает вновь в систему охлаждения оборудования, т.е. заключена в замкнутый оборотный цикл; для восполнения потерь от испарения и продувки в системе оборотного водоснабжения следует использовать воду системы I или очищенные стоки категории Б; Для стоков категории Б - отработанная нагретая до 25 - 40 °С вода, загрязненная пылью, формовочной землей, окалиной, очищается на очистных сооружениях и возвращается на технологические процессы в систему II. Очистные сооружения и технологию очистки следует принимать в соответствии с состоянием загрязнений, поступающих со сточными водами. Качество потребляемой воды и отработанных сточных вод, используемых для оборудования и технологических процессов, приведено в табл. 73. Таблица 73
*) Смесь песка с водой в концентрации для перекачки насосом (пульпа). 11.3. Сбор и утилизация отходов.Наибольшее количество отходов, до 90 %, в чугуно- и сталелитейных цехах образуется в процессе подготовки к повторному использованию отработанных формовочных и стержневых смесей. Следует предусматривать регенерацию смесей. При применении регенерации отходы отработанных смесей в отвал составляют, по данным ВНИИлитмаша, 0,5 - 1,0 т на 1 тонну годных отливок и должны уточняться в каждом конкретном случае в зависимости от состава смесей и метода регенерации. Мокрые отходы вентиляции из системы гидрошламоудаления следует подавать по шламопроводам на станцию осветления воды, осветленную воду следует использовать в системе гидрошламоудаления. Шлак, образующийся при плавке в вагранке и дуговых электропечах, следует подвергнуть грануляция и магнитной сепарации с целью извлечения металлических включений. Гранулированный шлак следует использовать в качестве строительного материала. Битый огнеупорный кирпич и другие отходы огнеупорных материалов подлежат сбору и сдаче организациям Минчермета. Брак и отходы стержней и форм, содержащих синтетические смолы, подлежат регенерации или захоронению в местах, согласованных с СЭС. В цехах стального литья по выплавляемым моделям маршалитовые стоки и шлам от установок выщелачивания следует собирать в отстойники, нейтрализовать и направлять в систему гидрошламоудаления. При захоронении необходимо соблюдать требования ГОСТ 12.3.027-81. Виды, количество, запасы и использование отходов производства попутных материалов в цехах литья по выплавляемым моделям приведены в табл. 74. Таблица 74
12. ТЕХНИКА БЕЗОПАСНОСТИ, ОХРАНА ТРУДА И ПОЖАРОВЗРЫВООПАСНОСТЬ12.1. Техника безопасности, производственная санитария и охрана труда.Для предотвращения травматизма и создания нормальных условий труда в литейных цехах следует предусматривать максимальную механизацию и автоматизацию производственных процессов, отдавая предпочтение тем процессам, при которых должны быть обеспечены: отсутствие шумов, вибраций, ультразвука, электромагнитных волн, высоких частот, ионизирующих и других излучений, либо наличие их в пределах, допустимых санитарно-гигиеническими нормами; отсутствие или выделение в воздух рабочих помещений, атмосферу, почву вредных выделений - пыли, тепла и влаги в количествах, не превышающих предельно-допустимые по санитарно-гигиеническим нормам. Температура, влажность, скорость движения и содержание ПДВ в рабочей зоне должны соответствовать ГОСТ 12.1.005-76 и санитарным нормам проектирования промышленных предприятий с учетом рекомендаций по проектированию отопления и вентиляции института Сантехпроект. Компоновку здания литейных цехов следует проектировать с учетом создания эффективных вентиляционных систем, локализации участков и оборудования, оказывающих вредное воздействие, организации совещания; отвечающего требованиям санитарных и строительных норм. Для ликвидации подсосов неочищенного, не подогретого зимой воздуха и неохлажденного летом следует предусматривать создание в помещениях литейных цехов положительного давления воздуха. Оборудование, выделяющее газы и пыль, должно снабжаться вентиляционными устройствами, которые в комплексе с предложенными технологическими процессами, должны обеспечивать в воздухе рабочей зоны концентрацию веществ, не превышающую предельно допустимую. Вагранки следует применять закрытого типа с устройством для дожигания и очистки отходящих газов. При плавке в дуговых электропечах следует предусматривать укрытия и отсосы от электродов, загрузочных и рабочих окон и желобов для слива металла или полное укрытие дуговых электропечей. Над печами следует предусматривать зонты для сбора и удаления газов при сливе металла из печи и в период загрузки и заправки печи. Следует предусматривать укрытия или отсосы от индукционных тигельных электропечей, обеспечивающие эффективное удаление газов и пыли как во время плавки, так и во время загрузки и слива металла. Особое внимание следует уделять удалению и очистке вредных выделений при использовании в качестве связующих синтетических смол, а также при загрузке, транспортировке и дозировании пылевидных материалов - феррохромового шлака, сухой глины и бентонита, молотого угля, сухого песка и пр. Следует предусматривать там, где это возможно, пневмотранспорт указанных материалов. Ленточные конвейеры для транспортирования отработанных формовочных и стержневых смесей (по всей длине и в местах пересыпки) должны предусматриваться с укрытиями и местными отсосами, при транспортировании сухого песка следует предусматривать местные отсосы в местах пересыпки. Заливку крупных форм на плацу и кессонах следует предусматривать в период, когда не производятся формовочные и сборочные работы. Для мостовых кранов, предназначенных для транспортирования и разливки расплавленного жидкого металла, следует применять кабины закрытого типа с принудительной подачей в них свежего или кондиционированного воздуха. Для очистки тяжелых, крупных и средних отливок следует предусматривать мокрые способы удаления стержней (гидрокамеры и электрогидравлические установки) с регенерацией отработанных смесей, осветлением воды, системой шламоудаления и очисткой, в необходимых случаях, сточных вод. Размещение электрогидравлических установок для удаления стержней из отливок следует производить в изолированных помещениях с обще обменной приточно-вытяжной вентиляцией. Разрядную камеру электрогидравлической установки и коммутирующий аппарат следует изолировать таким образом, чтобы ограничить проникновение в окружающие помещения вредных выделений от них - шума, вибрации, электромагнитных излучений, озона и окислов азота. Для исключения вредного влияния вибрации на руки работающего на операциях удаления заливов и неровностей на крупных и средних отливках следует предусматривать электродуговую воздушную резку и специальный инструмент с высокоскоростными армированными кругами. При плавке чугуна в индукционных электропечах необходимо предусматривать подогрев шихты до температуры 200 °С с целью исключения выбросов жидкого металла при загрузке печи. Технологическое и подъемно-транспортное оборудование в опасных зонах должно быть снабжено ограждениями. Для уборки помещений от пыли и мусора следует предусматривать пылеотсасывающие и специальные уборочные машины. 12.2. Пожаровзрывобезопасность.Категории производств литейных цехов по взрывной, взрывопожарной и пожарной опасности следует принимать по специальным перечням производств, разработанным министерствами и ведомствами в соответствии с требованиями СНиП II-90 и утвержденных в установленном порядке. Автоматические средства пожаротушения и пожарной сигнализации на пожаровзрывоопасных участках, подлежащих оборудованию автоматическими установками пожаротушения и автоматической сигнализацией, следует предусматривать согласно ведомственным перечням помещений, согласованным с Госстроем СССР и ГУПО МВД СССР. В цехах и участках, относимых по пожарной опасности к категориям Г и Д, в качестве средств извещения о пожаре, следует применять электрическую кнопочную пожарную сигнализацию или телефоны внутри-объектной связи. Исполнение электродвигателей, устанавливаемых на основном оборудовании, электротехнических устройств и арматуры, применяемые кабели и электропроводка должны соответствовать классам производственных помещений (зон) и характеристикам сред, устанавливаемым согласно правилам устройства электроустановок (ПУЭ). На участках литейных цехов (изготовления стержней, заливочно-формовочно-выбивном, литья под давлением и др.), где применяется оборудование с силовыми гидроприводами, использующими индустриальные масла в качестве рабочей жидкости, должны предусматриваться стационарные установки пожаротушения и огнетушители, пожарные краны, спринклерные и другие установки. Типы стационарных установок и средства пожаротушения (вода, пена, газ или порошок) должны определяться исходя из требований технологического процесса защищаемого производства. В бункерах (силосах), предназначенных для хранения молотого угля, необходимо предусматривать автоматические локальные установки газового тушения с подачей газа вовнутрь емкостей. В закрытых помещениях следует устанавливать газосигнализаторы на метан, регистрирующие его концентрацию в воздухе помещения до 20 % от нижнего предела воспламенения. Емкости для хранения молотого угля, транспортные устройства и помещения для его хранения, приготовления и использования должны отвечать требованиям действующих правил техники безопасности и производственной санитарии в литейном производстве утвержденных ЦК профсоюза рабочих машиностроения. Общезаводские склады горючих связующих материалов следует размещать в отдельно стоящих складских зданиях. В лилейных цехах следует размещать в отдельных помещениях участки: основные, связанные с применением ЛВЖ, относимых к категориям А или Б по взрывоопасности; грунтовочные; приготовления и сушки керамических блоков; пропитки отливок из цветных сплавов с применением полиэфирных смол, стирола и других огнеопасных компонентов; зачистки отливок из магниевого сплава. Указанные помещения должны выполняться в соответствии с требованиями строительных норм и правил согласно принятой категории производства. При проектировании грунтовочных участков, участков приготовления грунта, окраски форм и стержней быстровысыхающими противопригарными красками в части объемно-планировочных решений, организации технологического процесса и определения мер по взрывоопасности и пожаробезопасности надлежит руководствоваться ОНТП «Окрасочные цехи», а также правилами и нормами техники безопасности и производственной санитарии для окрасочных цехов, утвержденных Минхиммашем. В цехах точного литья мелкосерийного и единичного производств взрывопожароопасные участки с применением ЛВЖ допускается размещать в общем помещении, без выгораживания их стенами или перегородками при выполнении следующих мероприятий: установка ограждения (барьера) в радиусе 5 м от взрывопожароопасного оборудования, а также бортиков или поддонов, предотвращающих растекание огнеопасных жидкостей; установка автоматических локальных средств пожаротушения; устройство местной приточно-вытяжной вентиляции по взрывоопасном исполнении. Указанные участки (в габаритах оборудования, поддонов, вытяжных и других устройств) должны отстоять от мест выделения открытого огня или лучистого тепла, например, заливки форм жидким металлом, на расстояние не менее 15 м с выделением последних защитными несгораемыми экранами. Во время работы технологического оборудования в литейных цехах выделяется горячая пыль с нижним пределом воспламенения 65 г/м3 и менее; например, при приготовлении формовочной смеси с применением пылевидного угля, стержневой смеси с применением стеарата кальция (при раздельной дозировке компонентов) - необходимо применять эффективные меры по устранению возможности создания в помещениях цеха общих взрывоопасных концентраций (герметизация оборудования, местные отсосы, применение невзрывоопасных лигатур, автоматические локальные средства пожаротушения, периодическая уборка и др.). Эффективность предусматриваемых мероприятий должна быть обоснована в технологических решениях проекта. Если указанные мероприятия являются недостаточно эффективными, то такие участки следует располагать в отдельных помещениях с пыленепроницаемыми стенами (перегородками), имеющими предел огнестойкости 0,75 часа. Литейные цехи, независимо от их площади и наличия автоматических и других стационарных установок пожаротушения, должны обеспечиваться первичными средствами пожаротушения по действующим типовым правилам пожарной безопасности для промышленных предприятий, утвержденных ГУПО МВД СССР. Одновременно необходимо предусматривать на участках: приготовления огнеупорного покрытия модельных звеньев с применением этилсиликата - передвижные установки или порошковые огнетушители; заливки металла - передвижные углекислотные огнетушители; магниевого литья - флюсы, песок; зачистки отливок из магниевого сплава - порошковые огнетушители. 12.3. Защита от шума и вибрации.На постоянных рабочих местах и в рабочих зонах литейных цехов уровни звукового давления в децибеллах в октавных полосах частот, уровни звука и эквивалентные уровни звука в децибелах по шкале А не должны превышать допустимых значений по ГОСТ 12.1.003-76 (СТ СЭВ 1930-79). Защиту от шума, воздействующего на людей на рабочих местах, следует осуществлять комплексом мер, предусматривающих применение: технических средств борьбы с шумом (уменьшение шума в источнике); замену оборудования, технологических процессов и инструмента, являющихся источниками повышенного шума, на менее шумное; глушителей шума на пневмоприспособлениях и ручном механизированном инструменте; строительно-акустических мероприятий в соответствии с требованиями СНиП II-12, рекомендациями Справочника проектировщика по защите от шума, а также руководств по расчету и проектированию шумопоглощения в промышленных зданиях, звукоизоляции ограждающих конструкций и вентиляционных установок; дистанционного управления оборудованием и технологическими процессами, являющимися источниками повышенного шума; средств индивидуальной защиты, отвечающих требованиям ГОСТ 12.4.051-78; организационных мероприятий (например, сокращение времени пребывания людей в условиях с повышенным шумом, лечебно-профилактические мероприятия и др.); Шумовые характеристики оборудования литейных цехов, используемые в акустических расчетах, должны соответствовать требованиям ГОСТ 23941-79, а для ручного инструмента с пневматическим и электрическим приводами - ГОСТ 12.2.030-78. На постоянных рабочих местах в литейных цехах среднеквадратичные значения виброскорости в метрах на секунду или уровни виброскорости в децибелах в октавных полосах частот общей вибрации, передающейся на тело человека, и локальной вибрации, передающейся через руки работающего, не должны превышать допускаемых требованиями ГОСТ 12.1.012-78. Защиту от общей и локальной вибрации следует проводить комплексом мер, включающих применение: вибробезопасных оборудования и инструмента; средств виброзащиты, снижающих вибрацию на путях ее распространения, в соответствии с требованиями ГОСТ 12.4.046-78 и рекомендациями руководства по проектированию виброизоляции; проектных решений технологических процессов и производственных помещений в соответствии с требованиями ГОСТ 17712-72; средств индивидуальной защиты, отвечающих требованиям ГОСТ 12.4.046-78; организационных мероприятий (улучшение организации рабочих мест, качества используемого виброопасного оборудования и инструмента, санитарно-гигиенического и лечебно-профилактического обслуживания работающих). СКЛАДЫ ШИХТОВЫХ И ФОРМОВОЧНЫХ МАТЕРИАЛОВ1. ОБЩАЯ ЧАСТЬ1.1. Основные положенияНормы предназначаются для применения при разработке технологических решений проектов строительства, расширения, реконструкции и технического перевооружения складов шихтовых и формовочных материалов литейных цехов предприятий машиностроения, приборостроения и металлообработки. Настоящие нормы распространяют на проектирования складов шихтовых и формовочных материалов чугуно- и сталелитейных цехов, цехов цветного литья, цехов литья по выплавляемым моделям, дополняют и уточняют действующие Общесоюзные нормы технологического проектирования Минпромсвязи в части проектирования складов шихтовых и формовочных материалов. Нормы определяют основные параметры склада: запасы материалов; организацию хранения и складских работ; численность работающих; объемно-планировочные решения и т.п. Литейное производство является крупным потребителем исходных материалов, требующих больших транспортных и трудовых затрат на перевозку и переработку, значительных площадей хранения. Структура предусматриваемого нормами складского хозяйства должна зависеть от количества литейных цехов на одной площадке и объема их производства. Склады с участками подготовки и хранения формовочных материалов, шихты, электродов для дуговых электропечей, кокса следует размещать в крытых помещениях с температурой не ниже 10 °С. На предприятиях с одним или двумя литейными цехами хранение и подготовку шихтовых и формовочных материалов следует предусматривать при литейном цехе, при наличии на предприятии более двух литейных цехов на общезаводском складе. При больших объемах производства, более 80 - 100 тыс. т отливок в год, шихтовые материалы, не требующие подготовки, следует хранить в складах при литейном цехе. Хранение чугуна, ферросплавов и лома необходимо предусматривать в изолированных друг от друга закромах, исключающих смешивание материалов. Для сокращения сроков разгрузки вагонов с формовочными материалами следует производить разгрузку максимального количества вагонов одновременно, допускается разгрузка одного вагона с применением специальных разгрузочных устройств. Рекомендуемое подъемно-транспортное и складское оборудование для этих целей приведено в ОНТП Минпромсвязи. Разрыхление сыпучих смерзшихся грузов следует производить с применением бурорыхлительных машин, виброплит или другого оборудования. Подачу сыпучих материалов к местам потребления следует предусматривать непрерывным транспортом (конвейеры, пневмотранспорт и др.). Пожароопасные и взрывоопасные крепители следует хранить на складах горюче смазочных и огнеопасных материалов или в специальных отдельностоящих складах крепителей, обогреваемых в зимнее время. Расчет складов приведен в ОНТП Минпромсвязи. Расчет количества работающих по обслуживанию цеховых складов шихтовых и формовочных материалов следует производить по табл. 78 с исключением работающих, которые могут быть объединены с работающими проектируемого литейного цеха. 1.2. Состав складовРаспределение материалов по участкам хранения и подготовки приведено в табл. 75. Таблица 75
Примечание: Выбор типа склада и его размещение следует определять в каждом конкретном случае в зависимости от мощности цеха для завода - при новом строительстве, возможностями имеющихся площадей действующего цеха или завода - при реконструкции и техническом перевооружении. 1.3. Номенклатура профессий работающих, распределение их по группам санитарной характеристики производственных процессов и нормы определения их численности для общезаводских складов приведены в табл. 76. Таблица 76
Примечания: 1. В случае размещения склада при литейном цехе номенклатура работающих должна определяться по табл. 76 с исключением из штата работающих, профессии которых могут быть совмещены с профессиями работающих в литейном цехе. 2. Группа санитарной характеристики приведена в соответствии с требованиями СНиП II-92. 3. По литейному производству в целом все рабочие общезаводского склада шихты и формовочных материалов следует относить к категории вспомогательных рабочих. 1.4. Нормы запаса шихтовых и формовочных материалов приведены в табл. 77. Таблица 77
*) Нормы для хранения стружки черных металлов, получаемой со стороны, увеличиваются до 20 суток. Примечания: 1. Климатические пояса: I - Одесса, Ростов-на-Дону и южнее; II - севернее I пояса до Харькова; III - севернее II пояса до Москвы; IV - севернее III пояса до Томска и Архангельска. 2. Запас в цехе материалов, получаемых из общезаводских складов, принимать до 2-х дней. 3. Меньший предел запаса следует принимать при гарантии равномерности поставки материала в затаренном виде. 1.5. Нормы запаса хранения крепителей для I - IV климатических поясов приведены в табл. 78. Таблица 78 2. Объемно-планировочные решения2.1. Нормы размеров пролета склада шихты и формовочных материалов приведены в табл. 79, см. рис. 10. Таблица 79
Примечание: 1. Высоту пролета по схемам ж, е, б следует уточнять в зависимости от типа устанавливаемой бурорыхлительной машины. 2. Высоту пролета по схемам д) и в) следует принимать при высоте закрома: 5,5 м - 9,35 м; 7,0 м - 11,45 м. 3. Отступление от приведенных нормативных размеров должно подтверждаться соответствующими обоснованиями.
Рис. 10. Схема пролетов склада Примечание. Размер Е в схемах в, г, д следует принимать по ГОСТ 1238-73 с учетом зоны обслуживания мостовым краном. 2.2. Нормы нагрузок и рекомендуемые типы покрытий полов приведены в табл. 80. Таблица 80
Примечание. Окончательный выбор типа покрытий принимается разработчиками строительной части на основании действующих строительных норм и правил. 2.3. Основные размеры силосов для хранения сыпучих материалов и габаритные размеры нормализованных силосных корпусов приведены в табл. 81, см. рис. 11 и 12. Таблица. 81
Примечания: 1. В таблице в графе А указан объем силоса и силосного корпуса в м3, в графе Б - габаритные размеры силосного корпуса (а´б) в м. 2. Чертежи силосов диаметром 3 - 12 м разработаны Ленинградским ГПИ Промстройпроект, диаметром 18 м - Харьковским Промстройниипроектом. 3. Допускается применение силосов диаметром 18 м. 4. При обосновании допускаются другие компоновочные решения и количество силосов в корпусе.
Рис. 11. Схема железобетонного силоса: 1 - транспортная галерея; 2 - ленточные транспортеры; 3 - перекрытие; 4 - стена силоса; 5 - цилиндрическая часть силоса; 6 - днище силоса; 7 - колонны; 8 - коническая часть силоса
Рис. 12. Схемы железобетонных силосных корпусов 3. Организация хранения материалов, складских работ3.1. Нормы и основные данные по хранению шихтовых и формовочных материалов приведены в табл. 82. Таблица 82
*) В силосах **) В закромах Примечания: 1. Коэффициент заполнения емкостей равен 0,8. 2. Коэффициент использования площади площадок: при напольном транспорте 0,25 - 0,30; при мостовых кранах и подвесном транспорте - 0,35 - 0,40. Материалы, поступающие в таре и на поддонах, рекомендуется хранить на многоярусных стеллажах с укладкой при помощи штабелеров. 3.2. Нормы организации разгрузочных работ, транспортных операций и способ хранения материалов приведены в табл. 83. Таблица 83
Примечания: 1. Разгрузка сухого песка рекомендуется по схемам е и ж, см. рис. 10, емкость разгрузочных устройств следует определять с учетом одновременной разгрузки 10 - 12 вагонов. 2. Высота рампы +1,1 м, минимальные размеры длины и ширины равны соответственно - 12 и 6 м. 3. Для разгрузки смерзшихся грузов следует применять специальное оборудование. 3.3. Технологические параметры копровых установок приведены в табл. 84. Таблица 84
Примечание. Количество возврата, подвергаемого разбивке на копровой установке, определяется в каждом конкретном случае в зависимости от выхода и массы годных отливок. Количество металлолома, получаемого со стороны и подлежащего разбивке, следует определять условиями поставки. Металлолом, получаемый из Вторчермета и соответствующий требованиям ГОСТ 2787-75*) разделке не подлежит. 3.4. Нормы минимальной зоны обслуживания мостовым электрическим краном, в зависимости от длины участка, обслуживаемого одним краном, равны на складе: (Для разработки компоновок и укрупненных расчетов) шихты и формовочных материалов, м 30 - 60 кокса, шихты и формовочных материалов, м 40 - 60 4. ТЕХНИКА БЕЗОПАСНОСТИ, ОХРАНА ТРУДА И ПОЖАРОВЗРЫВОБЕЗОПАСНОСТЬ4.1. При проектировании склада шихты и формовочных материалов литейных цехов следует соблюдать действующие нормы и правила по технике безопасности, промышленной санитарии, пожаро и взрывобезопасности. 4.2. Компоновку здания склада следует выполнять с учетом проектирования эффективных вентсистем, целесообразности использования аэрации, размещения помещений пожаро- и взрывоопасных участков с повышенным выделением вредностей и шума, а также выполнения искусственного и естественного освещения, удовлетворяющих требованиям действующих СНиПов. 4.3. Вдоль стен с окнами должны быть проходы для их очистки. Расстояние между поперечными проходами должны быть не менее 40 - 60 см. 4.4. На складе следует предусматривать бытовые помещения в соответствии с требованиями действующих СНиПов. 4.5. Размещение железных дорог широкой колеи следует производить в соответствии с требованиями ГОСТ 9238-83. 4.6. Светильники местного и общего освещения, подвешенные ниже 2,5 м от пола, должны иметь напряжение на более 36 В. Ручные переносные светильники в помещениях с повышенной пожаро- и взрывоопасностью должны иметь напряжение не более 36 В, а в помещениях особо опасных на более 12 В. 4.7. Следует, предусматривать полную гидроизоляцию закромов и подвалов, находящихся ниже уровня грунтовых вод. 4.8. Наибольшая доля тяжелого труда на складе попадает на основные разгрузочно-погрузочные и транспортные работы, которые следует максимально механизировать и производить согласно рекомендациям табл. 78. При этом для облегчения и безопасности труда следует: применять электрифицированные люкоподъемники, передвигающиеся вдоль фронта разгрузки, при разгрузке для открывания и закрывания люков полувагонов; расстояние от платформы до рабочего, открывающего борта, при разгрузке открытых платформ должно быть не менее 1,0 метра. 4.9. Разгрузку сыпучих материалов, как правило, следует производить самотеком через люки полувагонов. Кранами, обеспеченными грейферами, следует производить разгрузку сыпучих грузов с платформ, а также перегрузку их производить при помощи: мостового крана с электромагнитной шайбой в случаях работы с магнитными материалами; применения многочелюстного грейфера при работе с кусковыми материалами; пневмотранспорта с соответствующими осадителями для транспортировки сухого песка, молотой глины, бентонита, феррохромового шлака, древесных опилок и др. 4.10. Грузоподъемность устанавливаемых мостовых кранов и других грузоподъемных средств следует принимать с учетом массы поднимаемого груза и подъемных приспособлений. С целью предупреждения несчастных случаев запрещается проход и нахождение людей, не связанных с работой на складе шихты и формовочных материалов. Запрещается провоз грузов над людьми. 4.11. С целью улучшения условий труда, ликвидация трудоемких и тяжелых процессов на участках подготовки шихтовых и формовочных материалов подачу и отбор материалов, подвергающихся дроблению, размолу, просеву и сушке в специализированном оборудовании, следует максимально механизировать и, по возможности, автоматизировать. 4.12. Условия работы в складе по состоянию атмосферы должны удовлетворять требованиям ГОСТ 12.1.005-76, по шуму ГОСТ 12.1.003-83. С этой целью оборудование, выделявшее газы и пыль, следует обеспечивать вентиляционными устройствами, места пересыпки отработанных смесей герметизировать укрытиями с местными отсосам. Оборудование, создающее шум выше ПДУ, следует размещать в изолированных помещениях или применять звукоизолирующие укрытия. 4.13. Категории складов шихты и формовочных материалов по взрывной, взрывопожарной и пожарной опасности должны применяться по соответствующим ведомственным перечням, составленным и утвержденным в установленном порядке. Классы зон производственных помещений и складов по взрыво- и пожарной опасности следует принимать в соответствии с требованиям ПУЭ. 4.14. Бункера и силосы для хранения угольной пыли должны быть снабжены приспособлениями, контролирующими температуру внутри, необходимо предусматривать автоматические локальные установки газового тушения. Температура пыли на должна превышать +70 °С, запас угольной пыли не должен превышать суточной потребности. В целях предотвращения взрывоопасной ситуации при транспортировании молотого угля следует предусматривать пневмотранспорт его в смеси с бентонитом. 4.15. В помещении для размола угля электроосвещение должно выполняться во взрывозащищенном исполнении, следует предусматривать уборку пыли. СОДЕРЖАНИЕ
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||